
钢结构焊接十问十答
7页
1、焊接连接的优缺点?焊接连接的优点:构造简单,不削弱构件截面,加工简便,焊接方法种类多,可采用自动化操作,节约钢材,效率高,刚度较大,整体性好,密封性能好。焊接连接的缺点:热影响区域内钢材金相组织发生变化,局部材质变脆;焊后存在焊接残余应力及残余变形,使受压构件承载力降低;焊接结构对裂纹很敏感,局部裂纹一旦发生,极易扩展至整体,低温冷脆较为突出。钢材的可焊性定义及影响因素?钢材的可焊性是指在适当的设计和工作条件下,材料易于焊接和满足结构性能的程度。可焊性常常受钢材的化学成分、轧制方法和板厚等因素影响。为了评价化学成分对可焊性的影响,一般用碳当量(Ceq)表示,Ceq越小,钢材的淬硬倾向越小,可焊性就越好;反之,Ceq越大,钢材的淬硬倾向越大,可焊性就越差。碳当量Ceq(百分比)值可按以下公式计算:焊接应力及焊接变形产生的原因及降低措施?钢结构的焊接过程是一个不均匀加热和冷却的过程,焊接时焊缝及其附近的温度很高,而远处大部分金属不受热,主体金属的膨胀和收缩不均匀。冷却后,焊缝就产生了不同程度的收缩和内应力(纵向和横向),造成焊接结构的各种变形。一般来说,可以从设计和加工工艺两方面来降低焊接
2、应力及焊接变形:设计措施:合理安排焊缝位置;合理的选择焊缝的尺寸;焊缝数量宜少,不宜过分集中,同时避免焊缝立体交错;尽量避免在母材厚度方向的收缩应力。工艺措施:合理安排焊接次序;采用反向变形;焊前预热,焊后回火。钢结构常见焊接方法?钢结构常用焊接方法有手工电弧焊,自动(或半自动)埋弧焊,气体保护焊。手工电弧焊:通电后产生电弧使焊条中的焊丝熔化,滴落在焊件上被电弧所吹成的小凹槽熔池中。由焊条药皮形成的熔渣和气体覆盖着熔池,防止空气与熔化的液体金属接触,避免形成脆性易裂化合物。埋弧焊:电弧在焊剂层下燃烧的一种电弧焊方法。焊丝不涂药皮,但施焊端靠由焊剂漏头自动流下的颗粒状焊剂所覆盖,电弧完全被埋在焊剂之内,电弧热量集中,熔深大,适于厚板的焊接,具有很高的生产率,同时焊接质量好,焊件变形小。气体保护焊:利用二氧化碳气体或其他惰性气体作为保护介质的一种电弧熔焊方法。依靠保护气体在电弧周围形成局部保护层,以防止有害气体的侵入并保证焊接过程的稳定性。焊缝强度比手工电弧焊高,塑性和抗腐蚀性好,适用于全位置的焊接,有前进法和后退法。各种常见焊接代号?常见焊接位置、接头形式、坡口形式、焊缝类型及管结构节点
《钢结构焊接十问十答》由会员小****分享,可在线阅读,更多相关《钢结构焊接十问十答》请在金锄头文库上搜索。
新目标英语七年级(下册)Unit 10 语言知识检测+答案解析
金属凝固知识考题及解析
新目标英语七年级(下)用所给单词的正确形式填空100题
初二语文上册:课内外古诗词常考问题汇总
部编版初中语文7-9年级上册古诗文理解性默写汇总
部编版七年级语文上册第六单元知识点总结
中考英语学习100句格言谚语掌握100条语法规则
中考英语阅读理解解题技巧实战方法
在线分析仪器的定义及性能特点
中考语文名著必考考点整理知识点+练习题
汽机专业知识问答及解析
技能培训资料:汽轮机练习题含答案
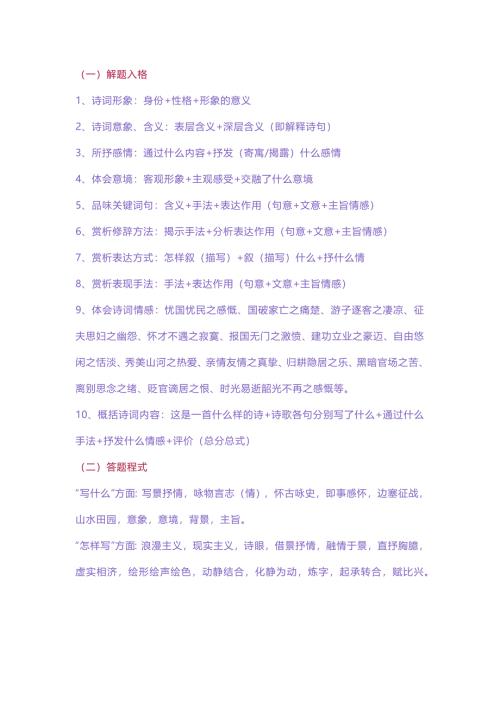
初中语文诗词鉴赏答题技巧
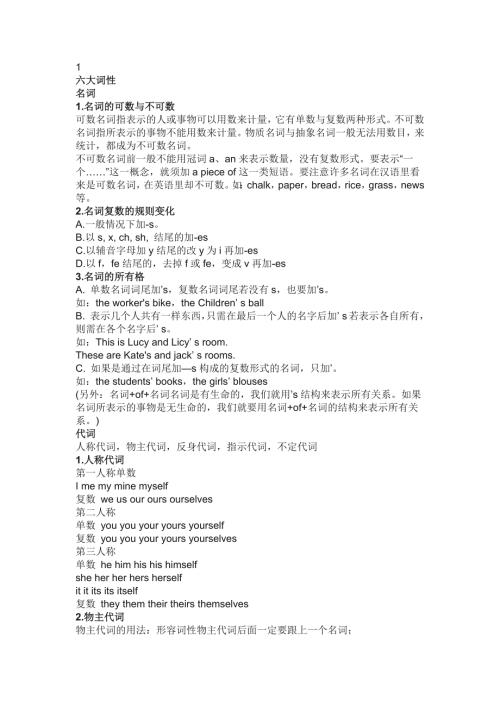
初中英语6大词性-8大时态-3大从句-50个必考句型
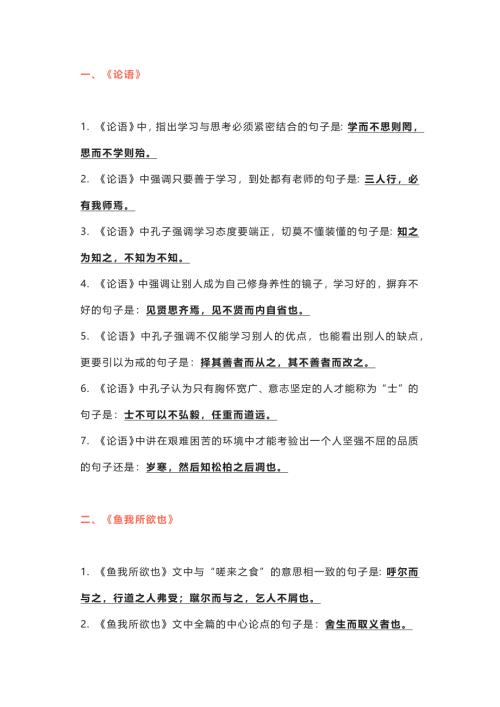
初中语文必考50篇古诗文默写理解性填空专项练习
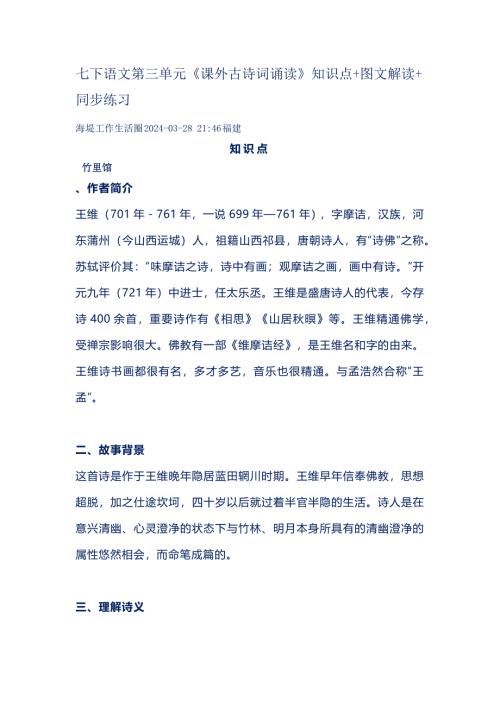
七年纪下册语文第三单元《课外古诗词诵读》知识点+同步练习
中考英语语法之非谓语动词精讲+精练+答案
调节阀常见问题解决方案
冲压工序典型事故案例与安全注意事项

新目标八年级英语(下册)Unit 7 语言知识检测+答案解析
 金属凝固知识考题及解析
金属凝固知识考题及解析
2024-04-28 4页
在线分析仪器的定义及性能特点
2024-04-28 4页
汽机专业知识问答及解析
2024-04-28 12页
技能培训资料:汽轮机练习题含答案
2024-04-28 4页
调节阀常见问题解决方案
2024-04-28 3页
冲压工序典型事故案例与安全注意事项
2024-04-28 3页
常见双法兰变送器毛细管的密度
2024-04-28 4页
化工装置检修要点及注意事项
2024-04-28 6页
气动、电动执行机构基础知识汇总
2024-04-28 9页
化工泵的7大密封方法
2024-04-28 13页