
基于PLC的研磨机油污过滤排泥装置改造
11页
1、论文题目: 基于PLC的研磨机油污过滤排泥装置改造 论文题目:基于PLC的研磨机油污过滤排泥装置改造摘要:随着科技的不断发展,PLC的功能日趋完善和性能的不断提高,在现代工业自动化控制方面逐步取代了传统的继电器控制。研磨是超精密加工中一种重要加工方法,其优点是加工精度高,加工材料范围广,本文通过对研磨机油污过滤排泥装置电气系统进行改造,采用PLC控制,变频器调速等技术取代传统的继电器控制方式,生产实践结果表明,改造后的PLC控制系统具有运行可靠,使用方便,维护量少等特点。关键词:研磨机油污过滤及排泥装置、可编程序控制器、改造论文内容:研磨机油污过滤排泥装置,是将研磨机的切削油经过过滤后,再用排油泵循环到研磨机上使用,过滤后的油污沉淀后,由排泥马达将油泥排入到废油泥回收桶内。随着生产负荷的不断加大,排泥马达恒速运行,已不能达到较好的排泥效果,这样生产中研磨机的各油管道及过滤部位经常因油污泥堵塞,进而对产品加工精度造成影响,加上负荷的增大,导致电气故障频发,生产使用不方便,维修成本高,同时也存在安全隐患。针对以上问题,本次通过PLC电气控制系统,变频器调节异步电机速度等技术实现对研磨机油过
2、滤及排泥装置实施全面的电气改造。改造后排泥马达实现调速控制,达到了较好的排泥效果,电气故障明显低减。生产实践表明,该系统具有运行可靠,操作方便,成本低廉的特点。第一章 切削油过滤及排泥装置简介如上所示研磨机的切削油经油泵排到装置的油槽内,经过过滤泵将油抽到油过滤器内过滤,过滤后的油再流入油槽内,然后由排油泵将过滤后的油供应给研磨机内使用反复循环。排油马达为三相异步电动机,减速箱减速比率为101,经锥形齿轮传动链轮转动,固定在链轮上的V形铁块将油泥从油槽底部刮起,排到废油回收桶内。第二章 PLC控制系统设计一、总体的设计方案本装置控制器采用三菱的FXON-40MR-D可编程控制器。开关量输入端子用于接收按钮及传感器信号,开关量输出端子用于控制中间继电器及指示灯等负载,为保证排泥马达达到最佳的排泥效果,采用了安川公司VS mini J7 1.5KW 型变频器对排泥马达进行调速控制。 FXON-40MR-D传感器信号按钮信号继电器指示灯变频器二、PLC可编程控制器的选用 传统的继电器控制系统,各种接触器继电器使用量较多接线复杂,各种电气故障频发,运行不稳定,操作不方便,结合本装置实际情况,确
《基于PLC的研磨机油污过滤排泥装置改造》由会员鲁**分享,可在线阅读,更多相关《基于PLC的研磨机油污过滤排泥装置改造》请在金锄头文库上搜索。
植物作文400字
2023年山东省枣庄市薛城区新城街道颐嘉园社区工作人员考试模拟题及答案
有理数知识点(共14页)

大学校长开学演讲稿
宁夏合金管材项目可行性研究报告【参考范文】
××网地推人员管理制度
心理健康症状自评量表
九年级上册语文寒假作业:积累与运用
11月卫生宣教
121动能势能机械能 (2)
广东语文高考试卷
依法履行行政监察职能促进我省个私经济健康发展
各种阀件功能介绍
西药房的工作总结(2篇).doc
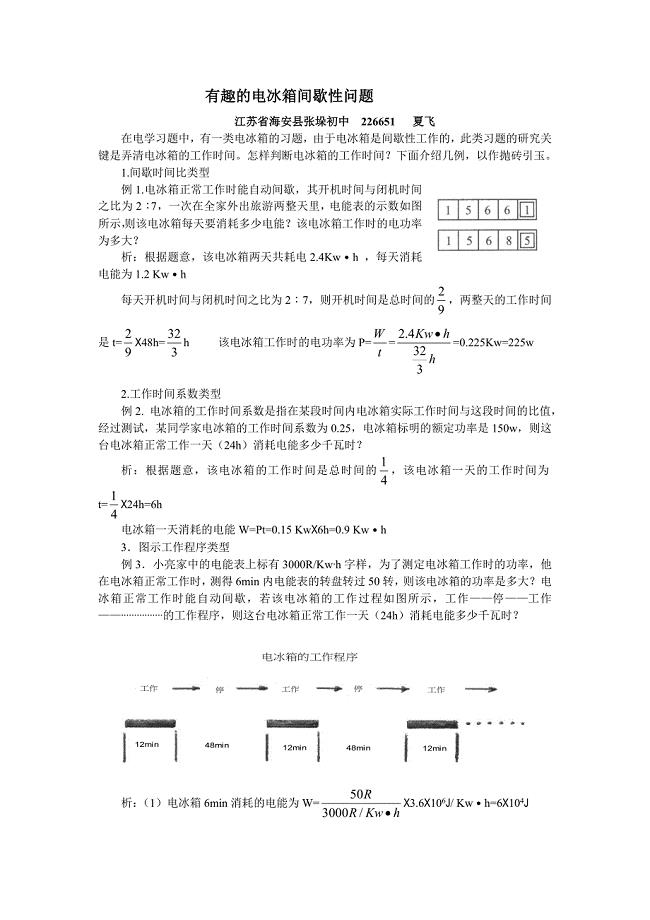
有趣的电冰箱间歇性习题
人教版六年级《圆的周长》教学设计
八年级英语十月份抽考
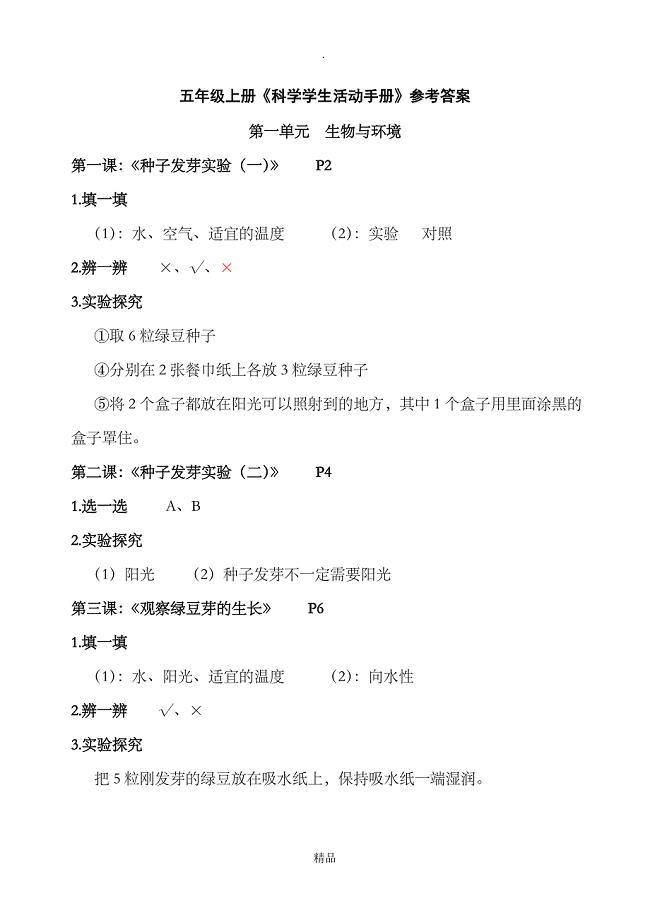
科教版小学科学五年级上册学生活动手册答案
教导主任的述职报告五篇
第一章建设工程造价管理相关法规制度
 数学高效课堂心得体会合集15篇
数学高效课堂心得体会合集15篇
2023-03-13 50页
2022房地产财务经理述职报告4篇
2022-11-29 25页
公司庆典欢迎词 15篇
2023-05-07 24页
2023年升学宴简短的学生致辞(精选13篇)
2024-01-13 24页
(实用)2022上课的迟到检讨书锦集五篇
2022-10-01 10页
第四章 三相电路试题及答案
2023-05-25 7页
2023年班主任实践心得体会
2022-08-02 25页
社会实践心得(合集15篇)
2024-01-26 37页
最美的年华作文800字
2024-01-12 10页
公司销售部下半年工作计划
2023-08-23 9页
2022年最新征信报告详版个人信用报告本人版word可任意编辑本人版北京市西城区2022-2023八年级初二下学期期末英语试卷+答案智能数字化纺纱车间年产2万吨棉纱项目建议书写作模板-定制“学党纪、明规矩、强党性”研讨交流发言稿范文评奖学金个人总结7篇项目部安全总监述职述廉报告范文(11篇)16篇2024党纪学习教育心得体会(学党纪、明规矩、强党性)2024党纪学习教育严守“六大纪律”党课讲稿四篇党纪学习教育心得体会16篇(学党纪、明规矩、强党性)八篇2024党纪学习教育学党纪明规矩强党性研讨交流发言四篇2024党纪学习教育读书班交流研讨发言提纲(学党纪、明规矩、强党性)党纪学习教育研讨交流发言心得体会八篇(学党纪、明规矩、强党性)