
电机模具常见问题的维修办法
7页
1、永康市蓝星模具厂电机模具常见故障修理措施电机模具常见问题的维修办法序号项目检查项目解决办法A01送料不顺畅1)检杳料带S型造成卡料A)更换材料B)加大浮升销,导板和料带间隙2)检查料带尺寸超出要求尺寸A)更换材料B)加大浮升销,导板和料带间隙2)检查料带尺寸小于要求尺寸A)更换材料4)检杳讲料导板不对中A)校正导料板,使导料板中心和模具中心一致5)检杳进料导板是否和模具中线有夹角A)校正导料板,使导料板中心和模具中心一致6)检查浮升销和料带间隙是否硅片0.3mm,其他0.5mmA)更换材料,B)加大浮升销,导板和料带间隙7)检杳料带的已经冲压的孔是否和其他位置干涉A)加大浮升销的浮升冋度或抬料杆抬料冋度8)检查扣点在送料过程中是否会撞到刀口A)加大浮升销的浮升冋度或抬料杆抬料冋度8)检查浮升销的浮升高度是否足够(大于2.5mm)A)加大浮升销的浮升高度9)检查扣片凹模顶杆的弹力是否足够A)调节止付螺丝来调节弹簧弹力10)检杳凹模是否有松动上跑,导致卡料A)在凹模和凹固板之间加厌氧胶,B)更换凹模A02导正钉带料1)检查导正钉和导正孔的间隙是否正常(0.02mm)A)修整导正钉B)更换引
2、导孔冲孔冲针2)检杳送料步距是否和模具要求步距一样(检杳送料机)A)调整送料机送料步距3)检查导正钉的导正长度是否在(1.2-1.5)倍料厚A)减少引导钉的引导长度4)检杳卸料板导正孔的位置是否正确A)修整卸料板的导正孔的位置5)检查料带在送料过程有无变形A)检杳变形原因或跳到A01项检杳6)检查在凹固板导正过孔边是否有废料A)清洁板面,使板面无杂物7)检查送料机构在导正时是否放松料带A)调整送料机在引导针进入引导孔2mm时放松8)检查送料机构放送料带的时间是否正确A)调整送料机在引导针进入引导孔2mm时放松9)检查导正钉的引导部分的表面光洁度是否正常,有无缺陷A)进行抛光处理序号项目检查项目解决办法A03叠铆不紧1)检查扣点高度是否在(0.85-0.95 ) mm,不含料厚A)调整扣点冲头高度B)调整冲床行程2)检查压杆咼度和压杆是否有窜动A)锁死压杆3)检查压杆是否断掉A)更换压杆5)检查压杆是否过分模损A)修整压杆B)更换压杆6)检查收紧圈的收紧量是否足够A)更换收紧圈7)检查压杆角度扣点冲针角度是否一致A)修整压杆角度和冲针角度8)检查冲床的行程是否一致A)调整冲程行程B)换冲
3、床冲压9)检查扣点是否给压平或破坏A)加大扣点在凹固板相对位置的让位10)检查扣点凹模的间隙是否在0.01-0.02之间A)更换凹模或更换冲针11)检查摩擦圈的收紧位的分布是否正确A)更换收紧位置(一定扣点位收紧)A04产品表面拉毛1)检查收紧圈收缩量是否过大A)重新调整收紧圈的收缩量(0.02mm左右2)检查收紧圈是否垂直A)调整角度重新研磨B)更换收紧圈3)检查收紧圈磁性是否退清A)重新退磁4)扣点位距离边缘过小时,检查凸模扣点位有没有特殊处理A)修整凸模使扣点位的间隙加大0.02mm左右5)检杳上下刀口是否有崩口A)研磨上下刀口,B)更换新的上下刀口6)检杳有无废料卡在凹模和收紧圈上A)清洁模具7)检查收紧圈凹模上下口部和是否有因撞击产生的凸点A)去除凸点,抛光处理8)检查凹磨和收紧圈是否有拉毛或积销瘤A)抛光处理A05凹模跳废1)检查间隙是否过大A)更换凹模,2)检查刀口侧壁光洁度是否过高A)用锉刀对刀口侧壁进行加工。加工量在0.002-0.0053)检查冲头进入凹模的长度是否过短A)调整行程B)调整冲头咼度4)检杳冲头的磁性是否退清A)重新退磁5)检查卸料板的磁性是否退清A)
4、重新退磁序号项目检查项目解决办法A06抽板卡死1)抽板于模座之间有杂物A)清洁抽板和模座2)检查导正钉的弹簧卡入抽板A)更换弹簧B)修正弹簧口部3)检杳汽缸固定位置移动或螺丝松动A)调整位置B)锁丝螺丝4)检查通片顶头和抽板的配合面过于磨损A)更换顶头B)修整抽板配合锥面5)检查汽缸损坏或气压不够A)更换汽缸或修理B)加大气压6)检查方型或异彳丁顶块卡住A)加大配合间隙(单面0.2)mm B)更换顶块7)检查双抽板上抽板的限位块是否锁死上抽板A)调整限位块的相对位置B)对靠近抽板面刃磨8)如是俩片的抽板,检查是否有磁性A)重新退磁9)检查抽板的上下左右间隙是否大于0.2A)从新研磨调整间隙A07误送装置一直 工作或经常工 作1)检杳送料机送料步距是否和模具要求的送料步距一致A)调整送料机的送料步距2)检查送料机的送料步距是否每次一样A)调整送料机的各连接位置,或更换3)检查误送钉和检测孔的配合间隙是否过紧(正常是0.05)A)调整相对间隙,使间隙处于合理间隙4)检查误送开关和传动杆的接触距离是否过短A)调整相对位置,使传动轴位于合适的位置5)检查凹固板误送钉让位孔是否有杂物堵住A)清理
《电机模具常见问题的维修办法》由会员博****1分享,可在线阅读,更多相关《电机模具常见问题的维修办法》请在金锄头文库上搜索。
2023年保洁个人年底工作总结(2篇).doc
3773.6平米五层教学楼设计计算书
小学写人作文合集六篇
37花的功效和作用
![[春节4字贺词祝福语短信]迁居贺词祝福语四字](https://union.152files.goldhoe.com/2023-1/27/55157eab-344b-4db8-ba6d-8ce9de308e09/pic1.jpg)
[春节4字贺词祝福语短信]迁居贺词祝福语四字
学校安全教育宣传演讲稿
初一科学竞赛试
精品资料2022年收藏中国人体器官捐献体系组织结构及职责

语文一下第1课导学案
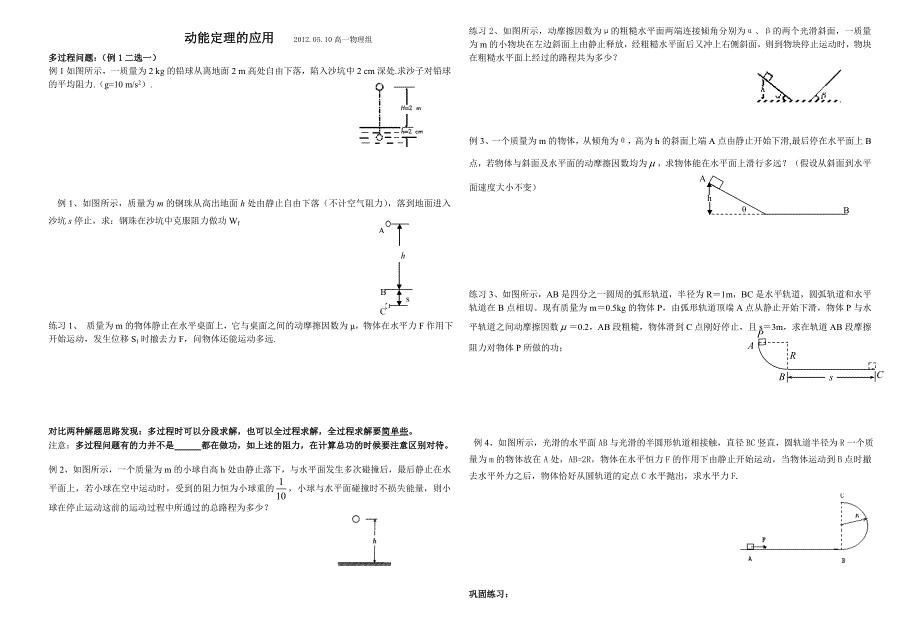
动能定理应用(多过程问题)(共3页)
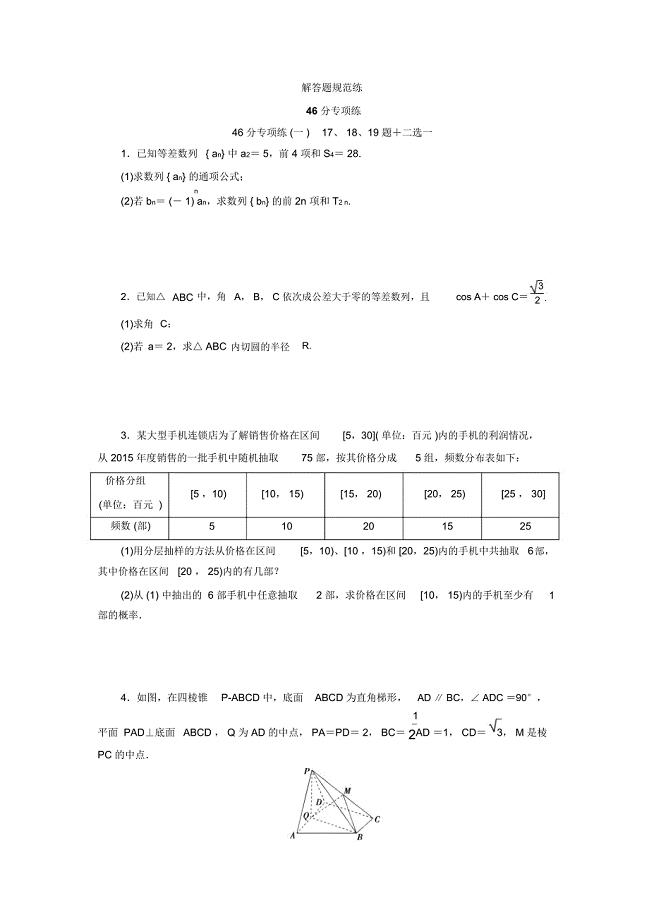
46分专项练(一)
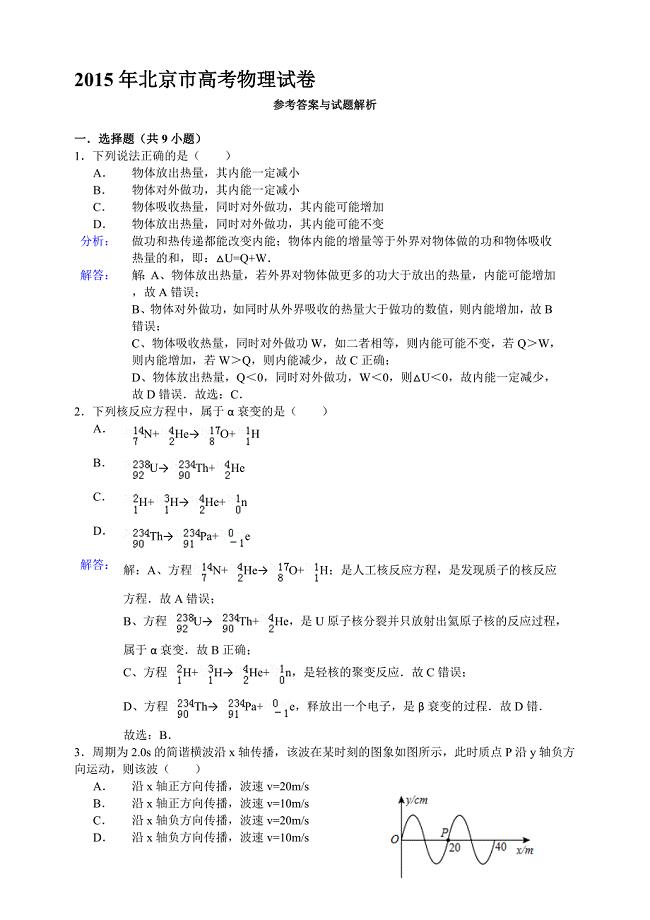
2015北京高考物理详细解析
人力资源部年终工作总结范文(2篇).doc
2023年陕西主治医师(计划生育)考试考前冲刺卷(2)
微信朋友圈早安问候语大全
饮用水水质改善工程主体工艺管道冲洗方案
最新八年级化学期末九年级化学第一学期期末,复习深圳大学郭治民自然界的水,碳碳氧化物,燃料利用,化学方程式优秀名师资料
挖掘机驾驶员培训大纲
工程造价实习报告总结模板(2篇).doc
五年级英语下册各课时课后教学反思
 水泥土防渗墙施工说明
水泥土防渗墙施工说明
2023-12-29 12页
幼儿园区角游戏规则的建立
2023-05-24 5页
公共关系多选
2023-09-02 7页
学校共同体工作汇报
2024-02-04 3页
企业年金方案实施细则
2022-08-07 7页
加油站品牌合作政策v11
2022-08-15 9页
二里岗青铜器特点
2023-03-14 3页
阿海水电站截流-阿海电站围堰砼防渗墙试验大纲
2023-12-28 17页
深化改革推进法治中国建设(上)
2023-12-10 12页
分析工具LV12 PIMS分析
2023-10-14 10页