
GSK928TC数控系统用户手册
60页
1、【精品文档】如有侵权,请联系网站删除,仅供学习与交流GSK928TC数控系统用户手册.精品文档.GSK928TC数控系统用户手册操作篇第一章 概述 GSK 928TC车床数控系统应用高速CPU、超大规模可编程门阵列集成电路芯片构成控制核心。320240点阵图形式液晶显示界面。采用国际标准数控语言- ISO代码编写零件程序,真正级精度控制,全屏幕编辑,中文操作界面,加工零件图形实时跟踪显示,操作简单直观。可配套步进电机或交流伺服驱动器,通过编程可以完成外圆、端面、切槽、锥度,圆弧、螺纹等加工,具有较高的性能价格比。第二章 技术指标2.1 可控制轴数 2轴 (X、Z轴)2.2 可联动轴数 2轴 (X、Z轴)2.3 最小设定单位 0.001 mm2.4 最小移动单位 X轴: 0.0005 mm Z轴:0.001 mm2.5 最大编程尺寸 8000.000 mm2.6 最大移动速度 15000 mm/min 2.7 切削速度 5-6000 mm/min 2.8 加工程序容量 24KB2.9 可存储程序数 100个2.10 图形液晶显示器 320240点阵2.11 通讯接口 标准RS-2322.
2、12 控制刀位数 四工位(可扩展至八工位)第三章 系统操作面板说明GSK 928TC车床数控系统操作面板说明如下:3.1 LCD显示器:数控系统的人一机对话界面。分辨率为 320240点阵。3.2 数字键:输入各类数据(0-9)。3.3 地址键:输入零件程序字段地址英文字母。3.4 功能键:根据数控机床形象化符号标准,设置了以下形象化符号功能键,按下功能键完成相应功能,各键符号含义如下: 快速倍率增加 手动方式中增大快速移动速度倍率,自动运行中增大G00指令速度倍率。 快速倍率减小 手动方式中减小快速移动速度倍率,自动运行中减小G00指令速度倍率。 进给倍率增加 手动方式中增大进给速度倍率,自动运行中增大G01指令速度倍率。 进给倍率减小 手动方式中减小进给速度倍率,自动运行中减小G01指令速度倍率。 X轴回程序参考点 仅手动/自动工作方式下有效。 Z轴回程序参考点 仅手动/自动工作方式下有效。 X轴回机床参考点 仅手动工作方式下有效。(可由P12号参数的MZRO位选择回机床参考点功能有效与否) Z轴回机床参考点。仅手动工作方式下有效。(可由P12号参数的MZRO位选择回机床参考点功能
3、有效与否) 空运行键 如在自动工作方式中选择空运行方式。程序运行时,机床坐标轴不移动S、M、T功能无输出,在编辑工作方式中可将光标直接移到本行行号之后的第一个字符。单段/连续 在自动工作方式中选择单段/连续的运行方式。 选择编辑工作方式 选择手动工作方式 选择自动工作方式 选择参数工作方式 选择刀偏工作方式 选择诊断工作方式3.5 编辑键/状态选择键编辑工作方式中输入方式- 插入/改写 之间相互切换。编辑工作方式中删除数字,字母,程序段或整个程序。取消当前输入的各类数据或从工作状态退出。输入各类数据或选择需要编辑或运行的程序及建立新的用户程序。回车确认向前翻页,编辑/参数/刀偏工作方式中向前翻一页检索程序或参数,其他工作方式下,使液晶显示器亮度增大。向后翻页,编辑/参数/刀偏工作方式中向后翻一页检索程序或参数,其他工作方式下,使液晶显示器亮度增小。光标向上移动,编辑/参数/刀偏工作方式中使光标向上移动一行。光标向下移动,编辑/参数/刀偏工作方式中使光标向下移动一行。光标向左移动,编辑工作方式中使光标向左移动一个字符位置。光标向右移动,编辑工作方式中使光标向右移动一个字符位置。3.6 循
《GSK928TC数控系统用户手册》由会员鲁**分享,可在线阅读,更多相关《GSK928TC数控系统用户手册》请在金锄头文库上搜索。
中班第二学期体格计划及规划
财务报表分析格力财务报表综合分析报告
光的反射和折射导学案
名师工作室启动仪式讲话材料
员工辞职报告19

2023年安徽省合肥市长丰县义井镇楼丰村社区工作人员考试模拟题含答案
网页兼职编辑求职信锦集8篇
2022年会计专科考试点睛提分卷139
电力电化消防安全总结
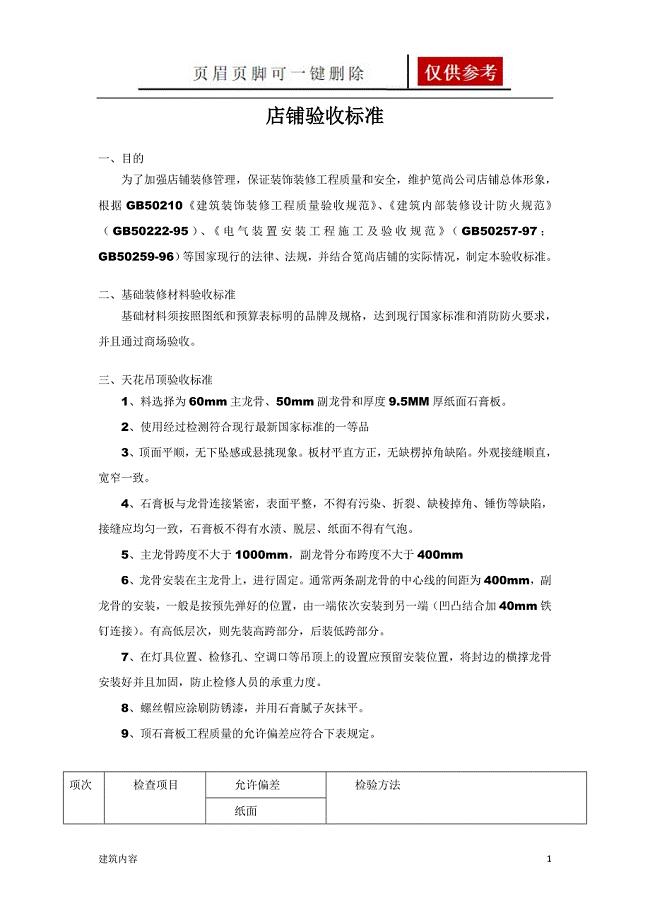
店铺工程竣工验收标准知识资料
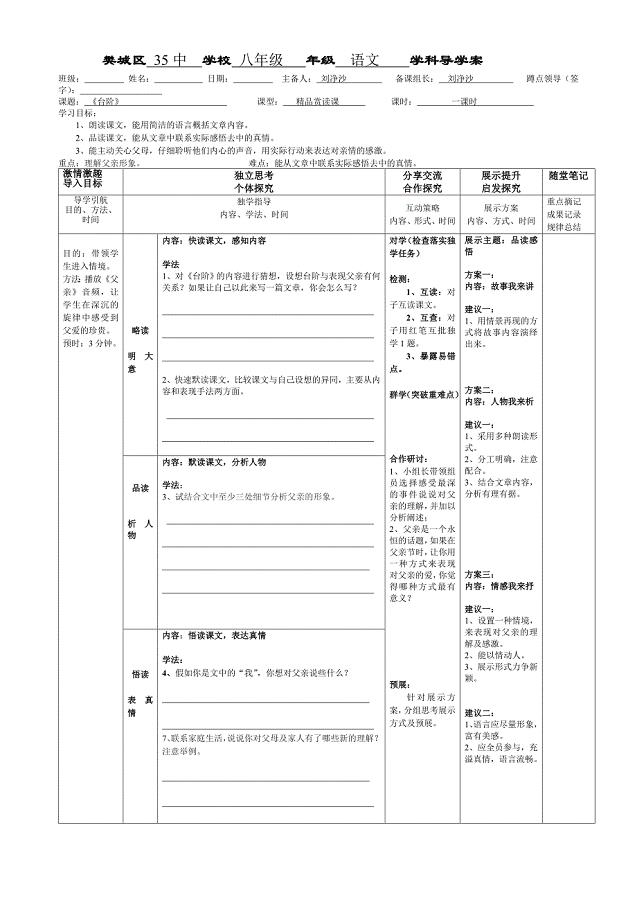
《台阶》导学案
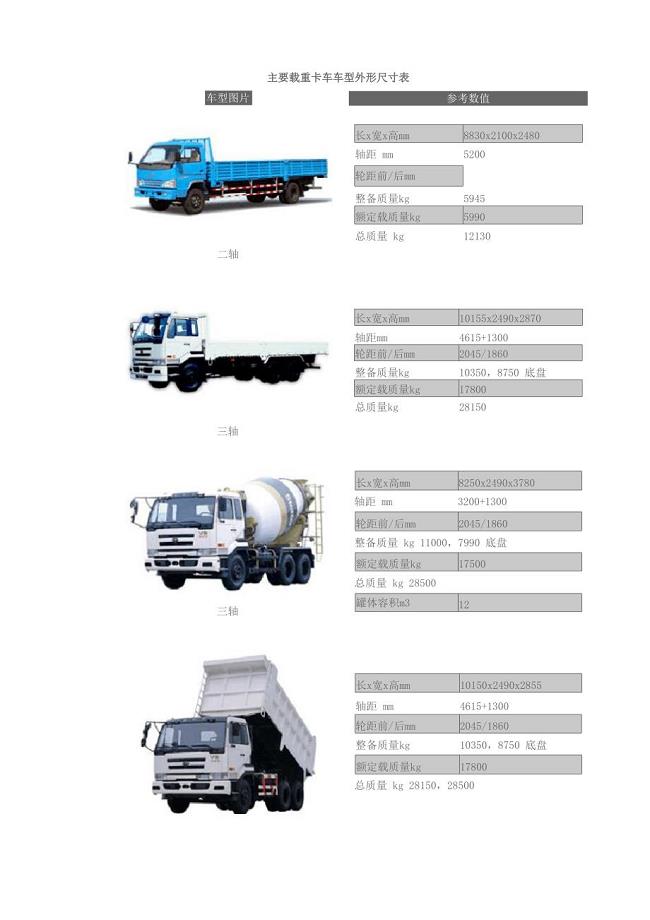
主要载重卡车车型外形尺寸表
好用的励志作文锦集8篇
化妆品销售年终个人工作总结
严厉打击非法违法生产经营建设行为专项行动实施方案
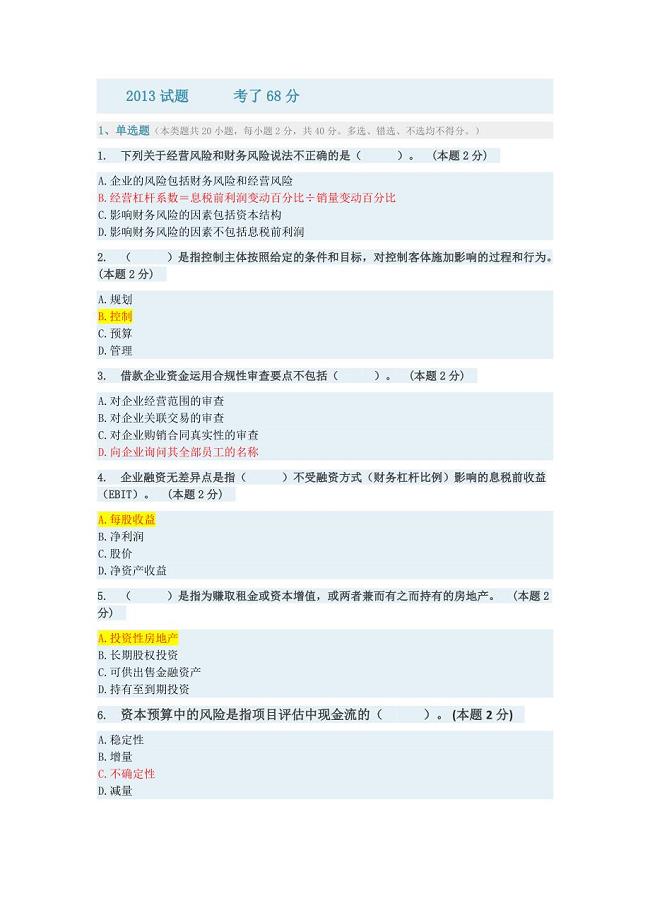
2013试题浙江会计继续教育试题及格

湖北省七市州高三三月联考数学试卷理科Word版含解析
JSP网上订票系统
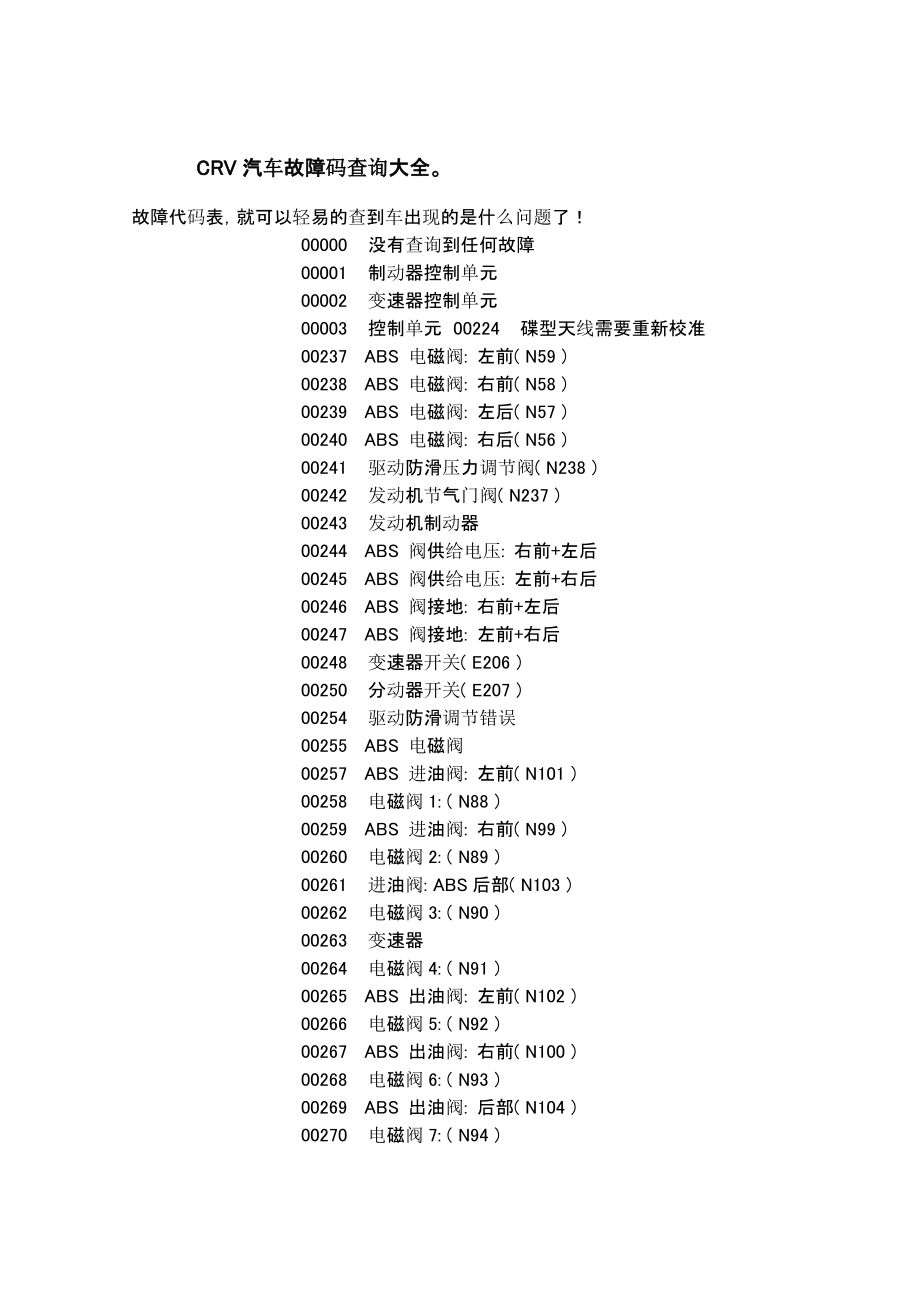
汽车故障码查询大全
矿井月份年度机电运输事故统计分析报告
 新人教版九年第5节《串、并联电路中电流的规律》学案
新人教版九年第5节《串、并联电路中电流的规律》学案
2023-05-19 5页
课前三分钟演讲稿汇编五篇
2023-03-21 10页
老师师德演讲稿范文集合五篇
2023-12-27 16页
员工七月份工作计划方案
2023-09-15 5页
谏太宗十思疏导学案答案
2022-12-21 5页
中赢建设集团有限公司--员工职业生涯规划管理制度
2023-04-08 21页
有关老师感恩演讲稿模板六篇
2023-07-01 14页
小升初作文指导4篇
2023-05-05 9页
初一期末语文试卷
2023-05-10 15页
中专自我鉴定汇编9篇
2023-11-22 12页