
企业《快速换线流程》地案例
30页
1、wordXX公司快速换线案例一、 快速换线的概念和方案1、 快速换线的概念按既定的快速换线流程,将工人的离位和等待时间减至最低程度,使换线的线内损失时间控制在一特定的标准值内。换线时间的计算方式:T=T2-T1-BT*nT1:头位下完最后一部旧机型的时刻T2:QC位或装箱位拿到的第一部新机型的时刻,且新机型已正常生产BT:新机型的瓶颈时间n:新机型头位到QC或装箱位之间的人数不包括QC例:A拉由6128GB转6823GB,拉头第一个位在10:30AM下完6128GB,拉尾QC位于11:30开始测试第一部6823GB,而6823GB的指标为30PCS/H,从拉头到QC位共有20个人,那么,6823GB的瓶颈时间为:3600S/30PCS/H=120S代入公式得:T=11:30-10:30-120S*20=1小时-40分钟=20分钟2、 快速换线的方案1) 使用换线车减少取物料、工具的时间:物料车用来装载转换机型用的小型物料和工具。按照流程和职责表,明确各项准备工作的负责人、时间执行的顺序。2) 利用目视管理牌,使各项工作的执行和确认情况透明化。3) 规X物料和工具的摆放:规X物料和工具的
2、摆放位置,作出清楚的标识,并让大家都知道。换线物料车的使用:物料车换线时,工人将剩余物料放上车,再将新工位所需物料取出,新机型物料由物料组负责准备和装车。规X物料和工具的摆放:A、 摆放整齐和标识清楚。B、 用后放回原处C、 要清楚摆放位置。二、 快速换线的过程1、 换线前的准备工作换线前一天:拉长:根据排期计划换线,确认有物料后填写生产计划,领取新机型作业指导书测试指引。工位的安排:拉长:研究新机型、作业指导书、计划工位安排。换线当天早上:拉长:通过早会介绍新机型把工位安排和须知事项告诉大家。换线前2小时准备:确定具体换线时间;将具体时间转告相关人员物料员,PE,品质部;如发现时间改变要与时通知相关人员。换线前1小时准备:将新机型所需物料装上车,送到拉上,做好标识;换线前30分钟准备:确认所需物料与工具是否齐全、可用。2、 换线的开始和完毕1) 相关人员到现场对新机型进展协助指导,完毕后对换线过程进展总结。三、 重点留意事项1、 工人的换线过程中的步骤早会上了解新机型和新工位本工位做完旧机,了解新工位工具和物料把新工位不要的工具和物料放上车从车上取新工位需要的工具和物料到物料区取车上
3、没有的大件物料2、 重要工作的负责人物料组:将新机型的物料装上车并送到位上。PE、物料员、拉长:核对新机型的样板机和物料PE和品质部科文:仪器工具的校调。拉长、物料员:派发工具和物料拉长:工位的协调和指导3、 容易被疏忽的几个问题作业指导书没有在换线前挂好; 板机和物料没有提前检查; 没有利用早会给工人介绍新机型,仪器设备没有提前检查和调整; 转机中,上级管理和其他部门的指导不够;没有在前一天拿板机如需要和作业指导书快速换线流程和工作职责表:关联人员职责描述要求时间拉长计划换线前1天研究板机和作业指导书前1天线内工作准备早会确定具体换线时间,并告知相关人员前3小时确认物料工具齐备前90分钟挂作业指导书前30分钟协调和指导转机过程领取板机、作业指导书、指引前1天准备工具车前120分钟核对工具和JIG前90分钟与ME调试JIG前30分钟协助换线转机开始物料组核对物料和板机前90分钟准备物料车前120分钟协助换线转机开始工人清完上个机型马上确认新工位换线转机开始ME核对JIG和物料前90分钟调试后备JIG前30分钟协助换线转机开始QC计算时间、核对资料转机开始科文协助换线有转机计划开始四、
4、换线过程中普遍存在的问题1、 管理人员在换线过程中的协调与指导工作不够例:在换线过程的时间统计数据。协调和指导占25.5%;帮取物料占27.5%;准备不充分占22.5%;管理问题占24.5%管理问题包括:不清楚物料工具摆放位置;工人在等待;换线过程中组长找拉长安排其它事情;准备不充分包括;开始换线才研究作业指导书和板机;工具不够;用错物料等。2、 多余作业指导书影响换线速度分原机型和新机型两局部原机型多余作业指导书对换线速度的主要影响为:1) 原机型用不完的作业指导书需要包装和储存。2) 原机型作业指导书没清完,新机型下到了也需要停下来等待。3) 大量的作业指导书堆在拉中,拉头开始转换机型,而其他加工位都难以各道再做多少可以停下来转机,耽误了时间。新机型多余作业指导书对换线速度的主要影响为:工人将几种物料批成加工后,再往下传递使下工序等待。3、 准备工作做得不够,且责任不明确例:换线中研究作业指导书、样机 ; 开始换线后发现物料错误; 工人不知道新工位;物料工具不齐; 工具坏; 开始换线再挂作业指导书; 未有提前通知;4、 其他部门协助不够其他部门协助不够主要表现为:1) 测试仪器和辅
《企业《快速换线流程》地案例》由会员m****分享,可在线阅读,更多相关《企业《快速换线流程》地案例》请在金锄头文库上搜索。
2023年贵州省铜仁市沿河县夹石镇陈家村社区工作人员考试模拟题及答案
施工组织设计(合武路)
爱岗敬业演讲稿企业职员爱岗敬业优异演讲稿
庆国庆的诗歌3篇
2023年陕西省商洛市丹凤县龙驹寨街道下湾社区工作人员考试模拟题及答案
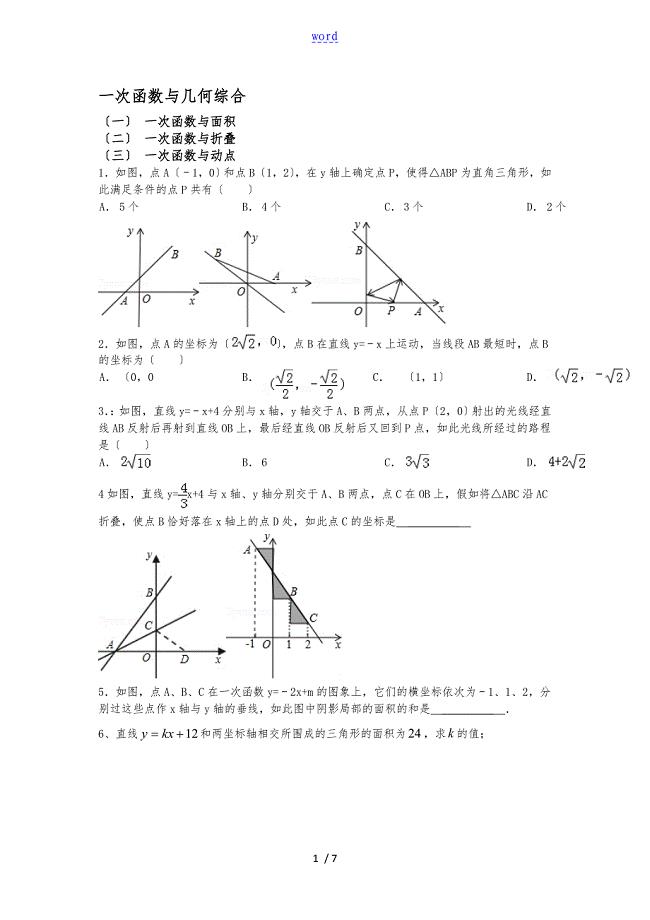
一次函数综合题型归纳
关于祖国在我心中演讲稿模板合集九篇
六年级语文下册期中测试题及答案
关于销售方案策划范文合集六篇
人美版小学美术二年级上册全册教案(
ENVI大气校正实习
人教版小学一年级数学上册应用题与解决问题专项
行列式的若干应用毕业论文
大学有机习题
责任演讲稿3篇
2019年高三语文高考第一轮复习计划
2023年四川省巴中市平昌县笔山镇千秋社区工作人员考试模拟题及答案
公务员个人总结
水浒传阅读思考题及参考答案
广东深圳市龙华区人力资源局公开招聘劳动争议仲裁辅助人员16人(同步测试)模拟卷(第92套)
 河北省唐山市丰南区第一中学高三数学上学期第一次月考试题理实验班
河北省唐山市丰南区第一中学高三数学上学期第一次月考试题理实验班
2023-04-05 9页
湖北省襄阳四十七中九年级政治全册第8课建设社会主义精神文明教学案无答案新人教版
2024-02-11 4页
医学专题:医院感染风险评估表2
2023-02-13 5页
2018高中数学第一章导数及其应用第3-4节导数的应用习题理苏教版选修2-2
2022-11-29 3页
21.1 二次函数2
2022-10-04 5页
新办企业纳税人培训
2023-04-25 20页
井筒电缆检查检修安全技术措施
2023-09-02 2页
大型建筑企业项目进度先进的管理制度
2023-09-16 8页
幼师年度工作总结
2023-07-29 2页
绿色施工管理体系与管理制度(新版)
2023-08-04 46页