
小型零件数控加工工艺与编程毕业论文
40页
1、 南通职业大学毕业设计(论文)课 题: 小型零件数控加工工艺与编程 系 科: 机 械 工 程 系 专 业: 机械制造及其自动化 班 级: 姓 名: 学 号: 指导教师: 完成日期: 2008年5月 小型零件加工工艺与编程摘要数控车床是目前使用最广泛的数控机床之一。数控车床主要用于加工轴类、盘类等回转体零件。通过数控加工程序的运行,可自动完成内外圆柱面、圆锥面、成形表面、螺纹和端面等工序的切削加工,并能进行车槽、钻孔、扩孔、铰孔等工作,并且具有很高的精度.关键词:数控车床;自动;精度AbstractA CNC MACHINING CNC is currently to use the most extensive number to control one of the engine beds.The number controls lathe to be mainly used for processing shaft, pan etc. to turn round body parts.Control running of process the procedure through
2、a number, can automatically complete inside the machining of metals of outside cylinder surface, conic surface, the forming work prefaces such as surface, thread and end etc., and can carry on car tank and drill a hole, expand operates, such as hole and Jiao hole.etc. and has high accuracy.Keyword: a CNC MACHINING CNC;automatic;accuary南通职业大学 08 届毕业设计(论文)任务书编号:001学生姓名所学专业机制(数控)班 级课题名称小型零件数控工艺加工与编程工作内容(应完成的设计内容、论文内容)1、 零件图(CAD图)-1张2、 机械加工工艺过程卡片-6份3、 数控加工工艺卡-2份4、 数控加工刀具卡-6份5、 设计说明书-1份6、 外文资料翻译-1份7、
3、 岗位实习报告-1份工作要求(设计应达到的性能、指标,论文质量要求)1、 加工工艺规程能保证设计要求且经济合理。2、 编制的加工程序需正确,并能满足零件的精度要求。3、 设计说明书全面、正确(5000字以上)。4、 外文资料翻译不少于1500字。5、 岗位实习报告不少于3000字6、 所有设计文件为A4纸张并尽可能用电脑打印。主要参考资料1、 机械设计手册第三版第二卷成大先主编化学工业出版2、 机械工程师手册 赵明生主编机械工业出版社3、 现代数控机床 王爱玲主编国防工业出版社4、 机械设计与制造简明手册 唐保宁主编 同济大学出版社5、 机械设计 徐锦康主编 高等教育出版社6、 机械制造技术 吉卫喜主编 机械工业出版社工作进度要求1、 熟悉零件、借阅资料(07年12月)2、 零件工艺设计(08年1-3月)3、 零件数控加工程序设计(08年1-3月)4、 编制说明书、外文资料翻译(08年4月)5、 本学期末完成90%工作量,08年5月上旬返校,5月中旬答辩课题组其他成员指导教师(签名)教研室主任(签名)部门批准(盖章)签发日期注:本任务书一式三份,由指导教师填写,教研室主任审核,系部批准
《小型零件数控加工工艺与编程毕业论文》由会员cl****1分享,可在线阅读,更多相关《小型零件数控加工工艺与编程毕业论文》请在金锄头文库上搜索。
科研成果-烟台农科院
聚酯涂料项目资金申请报告写作模板代写
市交警大队车辆管理所工作总结及工作要点

农田水利学复习参考答案
从石化技术开发案例探索自主创新之路
钢结构工程建筑施工日志,(2)
顶管泥水平衡施工方案共19页
会展物流考试试卷A卷
2023年国家开放大学社区治理作业练习答案
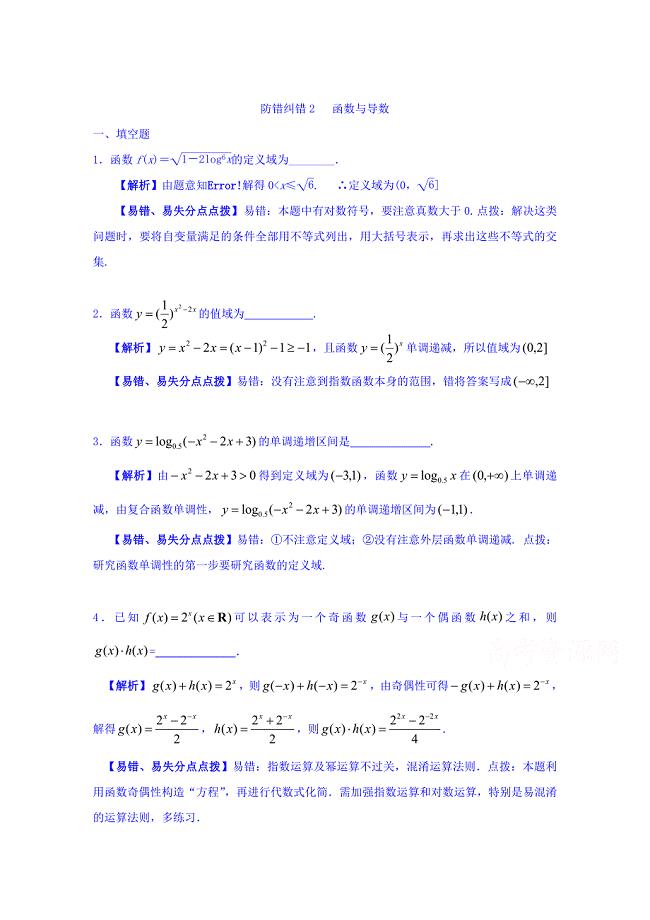
江苏省苏州市第十中学高三数学一轮复习防错纠错2 函数与导数 Word版含答案
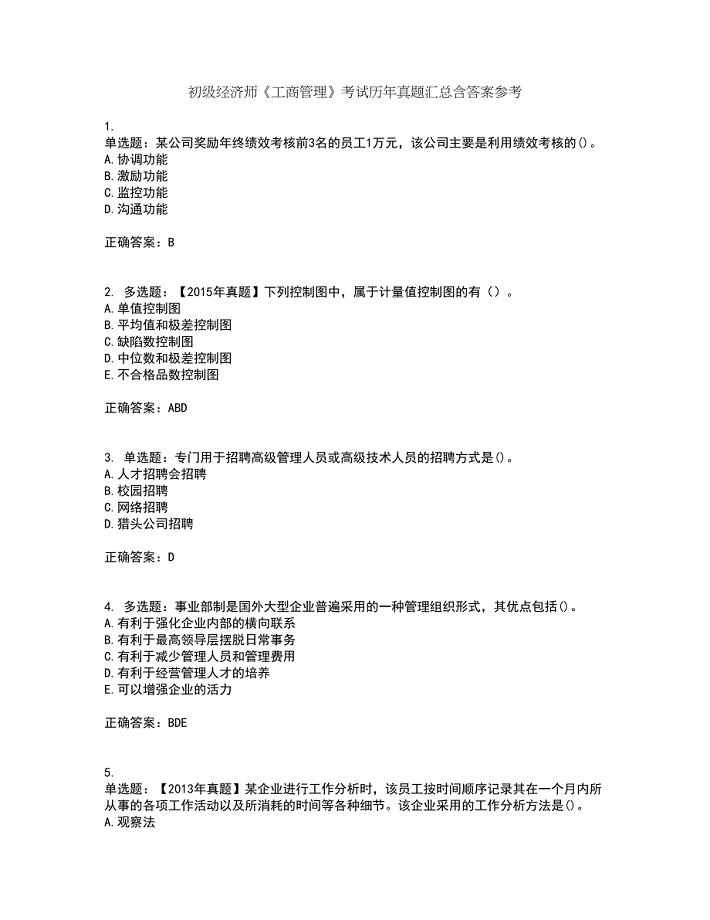
初级经济师《工商管理》考试历年真题汇总含答案参考8
工厂电工个人年终总结.doc
小珊迪的教学设计
小学语文《白杨》课课练
![[精编]手术室护士个人工作计划2021 (2)](https://union.152files.goldhoe.com/2023-2/9/0cf77618-5d51-4a8a-8541-7aacb882037b/pic1.jpg)
[精编]手术室护士个人工作计划2021 (2)

结构胶灌缝处理方案
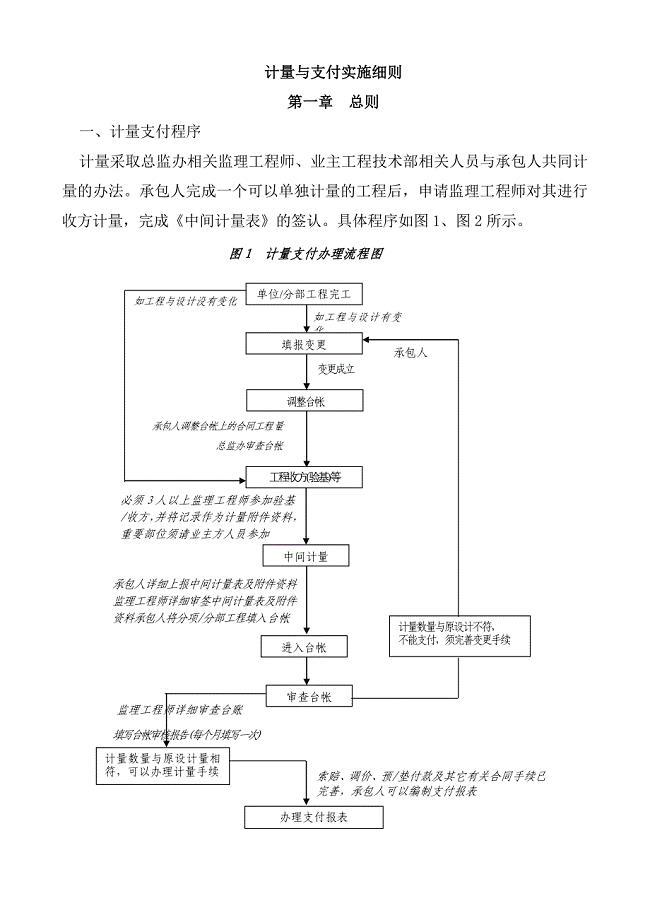
计量与支付实施细则
2023年实用的高二第二学期历史教学工作计划四篇
乡级卫生院工作总结
初中班级德育工作计划报告
 鲁教版五四制七年级数学上册教案:第二章2.1轴对称现象 教案
鲁教版五四制七年级数学上册教案:第二章2.1轴对称现象 教案
2023-11-18 3页
冶金等工贸行业小微企业安全生产标准化评定标准
2023-10-04 25页
数控机床液压系统分析及维护论文
2023-10-26 19页
热绿色环保演讲稿
2023-07-24 26页
3月集中练习1带解析试题
2023-02-19 4页
湖北省2016年下半年电工上岗证实操考试题
2023-03-11 10页
中级经济师《财政税收》考试历年真题汇总含答案参考93
2022-10-11 23页
win服务器安装详解名师制作优质教学资料
2023-07-23 44页
顶管泥水平衡施工方案共19页
2022-08-18 20页
2023年国家开放大学社区治理作业练习答案
2024-02-02 46页