
基于DF技术的活塞杆液压缸工艺设计
56页
1、太原科技大学毕业设计(论文)目录摘要IAbstractII第1章 深孔加工的历史的发展过程简述11.1 深孔加工概述11.2 深孔加工技术与深孔装备的特点21.2.1深孔加工的特点:21.2.2 要解决以下的问题31.3深孔加工的分类4第二章 DF系统的工作原理及BTA刀具的设计62.1DF系统的工作原理62.2DF系统与于其它加工方法的优势72.2.1DF系统与双管喷吸钻的比较72.2.2 DF系统与BTA技术的对比92.2.3DF系统与枪钻加工技术的对比92.3错齿BTA实体钻的设计要点9第三章工艺规程设计153.1 零件分析153.2 工艺规程设计153.3 机械加工余量、工序尺寸及毛坯尺寸的确定183.4 确定切削用量及基本工时19第四章 DF加工系统的设计294.1 中心架的选取及其调整304.1.1中心架的分类304.1.2中心架的调整324.2输油器的工作原理及选择334.2.1输油器的作用334.2.2输油器的分类354.3负压抽屑装置的原理及选择36第五章 对深孔加工技术发展的展望39参考文献41致谢42附录43附录一:英文文献43附录二:文献翻译492626基于DF
2、技术的活塞杆液压缸工艺设计摘要在机械制造业中,一般将孔深超过孔径5倍的圆柱孔(内圆柱孔)称为深孔,即深径比大于5的孔。本次设计中详细分析了双作用单活塞杆液压缸的缸体的加工工艺,并以此为例对深孔加工做较为详细的说明。DF系统是内孔加工的一种先进的高效率的方法,它是利用流体喷射所产生的负压效应,设计出的一种深孔钻抽屑装置,装设在BTA钻进刀座位置,从钻杆末端产生负压以促进排屑。这种系统所用的深孔刀具与BTA刀具完全相同,其输油器与BTA钻也完全相同,只是将切削液分出另外一支用以产生喷流。因此,与BTA钻的单一油路相比,成为一种与之相区别的双向供油系统(Double Feeder System,简称DF系统),因而命名为DF系统。本次设计的另一部分是DF系统的结构的设计,包括其机床的改造以及其常用装置的结构等等。关键词:深孔加工,液压缸内孔,刀具,DF系统 Based on DFtechnology, process design of hydraulic cylinder piston rodAbstractIn the mechanical manufacturing industry,
3、 surpasses the depth of the hole the aperture 5 time of column holes (in column hole) to be called generally the deep hole, namely the deep diameter ratio is bigger than 5 holes. The detailed analysis of the design of the double acting single rod cylinder hydraulic cylinder process, and as an example of the deep hole to do a more detailed description of processing. DF system is an advanced deep processing of highly efficient method, which is the use of negative pressure generated by the fluid je
4、t effect, to design a deep-hole drilling cuttings pumping device, installed at the BTA drilling knife position the end of the negative pressure from the drill pipe to facilitate chip removal. This system uses exactly the same hole cutter tool and BTA, the BTA drilling and oil control are the same, just separate the cutting fluid jet to produce another one. Thus, a single oil drilling BTA compared to a corresponding difference in the way of a fuel supply system (Double Feeder System, referred to
《基于DF技术的活塞杆液压缸工艺设计》由会员博****1分享,可在线阅读,更多相关《基于DF技术的活塞杆液压缸工艺设计》请在金锄头文库上搜索。

视频监控系统CAD图纸解析
审判大楼标准化工程申报资料
青白江物流:“西部造”从这里走向世界
2022年代理合同7篇
2014甘肃三支一扶·一万名考试模拟真题及答案- (35)
一年级(上册)注音版田字格生字表
一年级班主任个人工作总结模板.doc
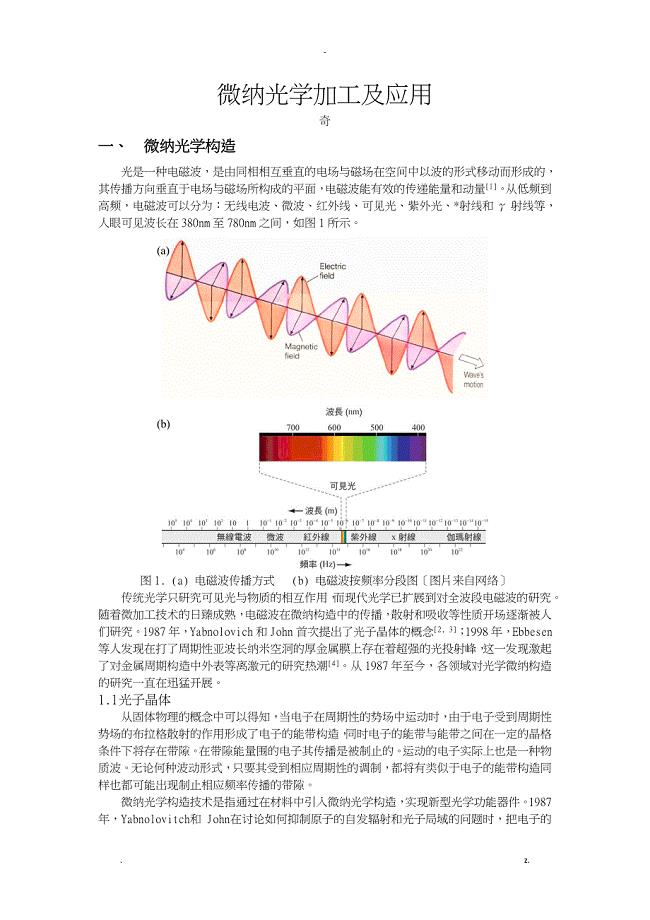
微纳光学加工及应用
最新三星i9100G 线刷教程
判断《西方经济学》
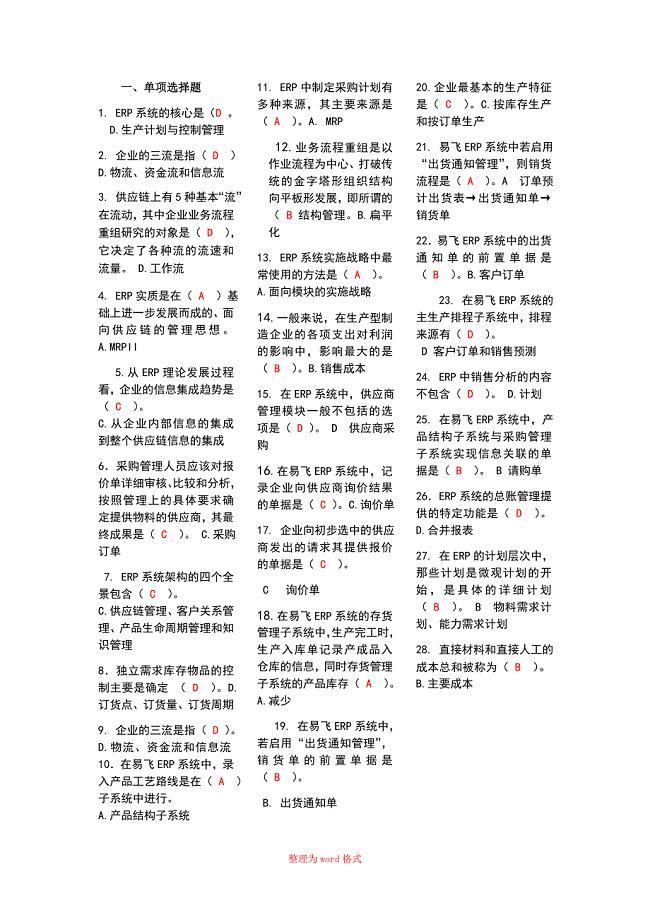
2015年电大专科ERP原理与应用期末复习试题
2023年再见2023年你好作文(精选16篇)
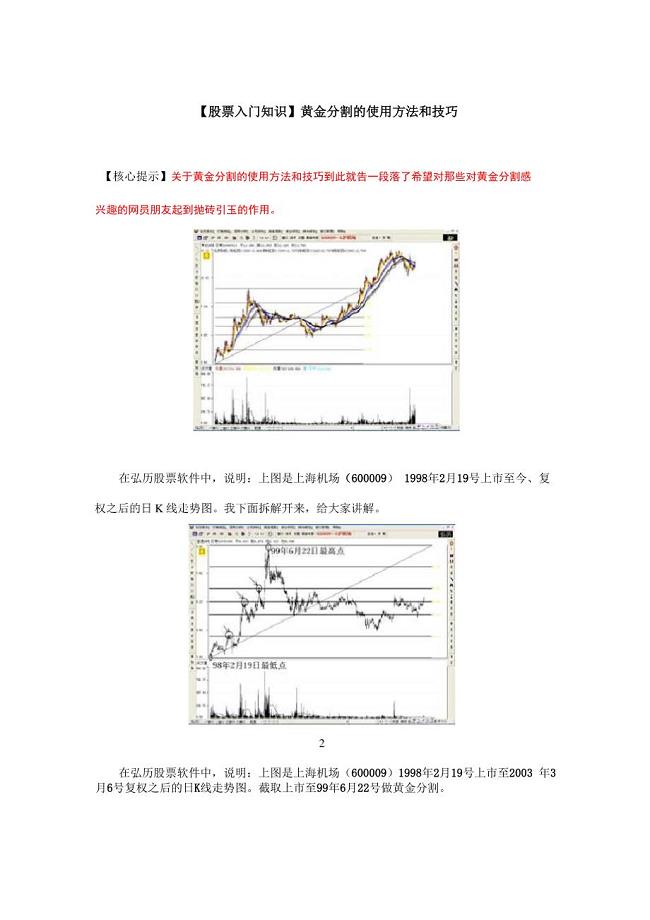
黄金分割的使用方法和技巧
大学生金融求职信9篇
班主任2023年度工作总结(2篇).doc
喷漆技术要求
《阿甘正传》与《肖申克的救赎》比较分析
控制回路直流绝缘测试
学校加强流行性疾病防治预案措范文(四篇)
小英雄雨来 (1)
 SWE85挖掘机夹桩压桩机构设计任务书
SWE85挖掘机夹桩压桩机构设计任务书
2023-10-22 2页
RL7050H0总布置设计论文说明书
2022-09-10 54页
火灾自动报警系统技术交底
2022-11-23 14页
2领导班子成员轮流现场带班制度
2024-01-16 3页
RL6460混合动力微型客车总布置设计任务书
2023-04-03 2页
VC话费收费系统设计论文说明书
2022-07-27 36页
半喂入小型联合收割机之割台部分设计论文
2022-11-29 29页
外文翻译--单螺杆加工机床的布局和结构
2022-12-23 12页
X6132万能铣床主轴变速箱三维设计与仿真设计论文
2023-11-19 50页
水利水电工程专业高级专业技术资格评审
2024-01-08 10页