
左联轴器零件的机械加工工艺规程设计说明书
10页
1、机 械 制 造 工 艺 学课 程 设 计 说 明 书设计题目:左联轴器零件的机械加工工艺规程设计者:指导教师:齐齐哈尔大学机械工程学院机械系机械053班2008年12月17日机械制造工艺学课程设计任务书适用专业:机械设计制造及其自动化设计题目:左联轴器零件的机械加工工规程一、设计前提:中批生产二、设计内容:1.零件图 1张2.课程设计说明书 1份3.机械加工工艺规程1套三、课程设计工作计划第一周周一、二:绘制零件图第一周周三、四、五:撰写课程设计说明书草稿第二周周一、二:修订并完成课程设计说明书第二周周三、四:制定机械加工工艺规程第二周周五:答辩指导教师签字:系主任签字: 年 月 日一.零件的工艺分析主要加工表面为:1 32孔。精度为IT7级,表面粗糙度Ra=3.2。2 键槽。精度为IT9级,两侧面的表面粗糙度Ra=3.2,顶面的表面粗糙度Ra=3.2。3 28孔。精度为IT13级,表面粗糙度Ra=3.2。4 M8螺纹孔。5 58圆柱面,精度为IT14级,表面粗糙度Ra=6.3。58端面的表面粗糙度Ra=12.5。6 125圆柱面,表面粗糙度Ra=12.5。右端面粗糙度Ra=6.3。二
2、、选择毛坯,确定毛坯尺寸1.选择毛坯零件的材料为HT15-33,生产类型为中批量,选用砂型铸造。 2.确定加工余量毛坯尺寸与公差1)、求最大轮廓尺寸:根据零件图计算得轮廓尺寸:直径125,高80mm,最大尺寸为125mm。2)、选取公差等级CT查表3.1-24,得公差等级CT范围812级,取为10级。3)、求铸件尺寸公差根据加工面的基本尺寸和铸造公差等级CT,由表得公差带相对于基本尺寸对称分布。4)、求机械加工余量等级由表3.1 -26得,得机械加工余量等级范围EG级,取为F级。5)、求要求的机械加工余量由表查得最大轮廓尺寸为125mm。机械加工余量等级F级得RMA数值为1.5mm6)、求毛坯基本尺寸大外圆:RMA与铸件其它尺寸之间的关系可由公式: 小外圆:RMA与铸件其它尺寸之间的关系可由公式: 孔32:RMA与铸件其它尺寸之间的关系由公式:毛坯尺寸公差,加工余量单位mm项目端面大外圆面大外圆面内孔公差等级10101010加工面的基本尺寸801255832铸件尺寸公差3.682.82.6机械加工余量等级FFFFRMA1.51.51.51.5毛坯基本尺寸84.6129.862.422.
3、7 三、选择加工方法、制定工艺路线 1、定位基准的选择设计基准为中心轴线,根据基准重合选择已外圆为定位基准。用三爪夹盘外圆,则外圆为粗基准。加工端面选择未加工的毛坯表面。精基准选加工好的外圆和大端面。2、零件表面加工方法的选择1)、孔的加工(P5-16) 查表得公差等级为IT7, Ra=3.2um,毛坯孔为铸出,实心毛坯,孔径20mm根据手册查得,加工方法为钻、扩、铰 (P63) 2)、两端面的加工公差等级为IT11, Ra=12.5um,粗铣即可达到要求。3)、外圆的加工公差等级为IT13, Ra=6.3um,粗车、半精车可满足要求。4)、外圆的加工粗糙度Ra=12.5um,用粗车、半精车可满足要求。4)、孔和键槽的加工孔: 要求粗糙度Ra=3.2um,加工方法采用车床上钻、扩、铰即可达到所需要求。键槽采用拉刀加工方即可。3.制订工艺路线工序1:钳工划线;以小端面为粗基准,划大端面的加工线。工序2:以小端面为定位粗基准,粗铣出零件大端面;在以大端面为精基准,铣出小端面。工序3:以外圆为定位粗基准,在车床上用三爪卡盘装夹,外圆表面,车的外圆至。工序4:以外圆为精基准,在车床上用三爪卡盘
《左联轴器零件的机械加工工艺规程设计说明书》由会员人***分享,可在线阅读,更多相关《左联轴器零件的机械加工工艺规程设计说明书》请在金锄头文库上搜索。
【北师大版】二年级上册数学:第5单元2课时 做家务 课时作业
高中生元宵节作文500字5篇
金属非金属矿山爆破作业安全生产考前冲刺密押卷含答案40
面试时简短的自我介绍汇编六篇
2023年客服年度工作计划模板(三篇).doc
北师大四年级英语下学期连词成句真题
高中语文 第一专题 我有一个梦想《黄花冈烈士事略》序写作背景素材 苏教版必修4
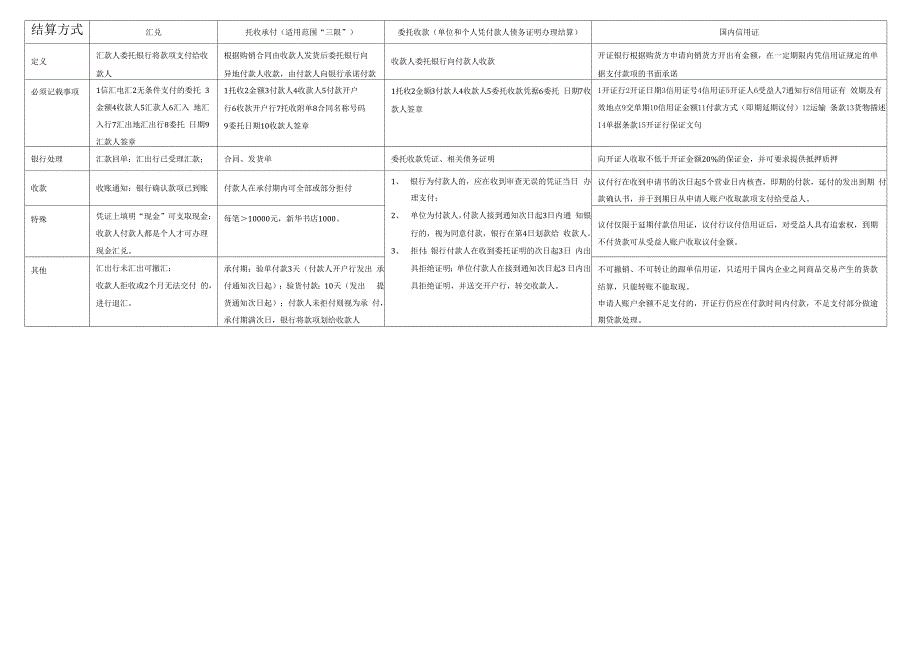
结算方式 对比表

高级维修技工个人年度述职报告
汽车品牌公关活动传播方案概述
在国庆节升旗仪式上的讲话与在国庆节文艺汇演上的致辞稿汇编
安全生产工作汇报制度
科学观察日记评比方案
增强爱国主义情怀主题班会
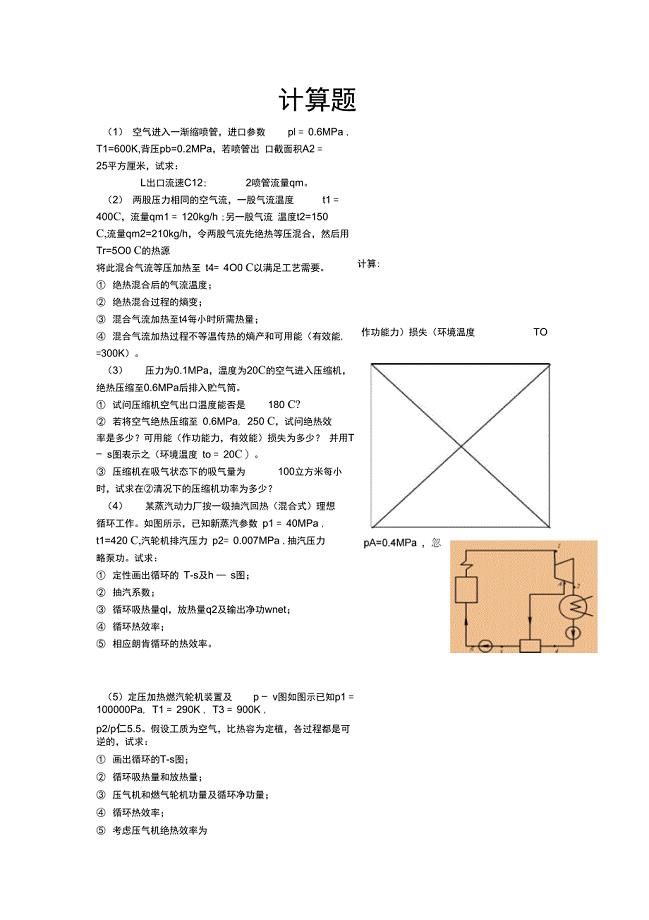
空气进入一渐缩喷管
xx新学校整体工作计划范文
守恒法在解高考化学选择题中的应用.doc
武大电力系统分析综合实验
村支部脱贫攻坚典型材料支部引领干群联动奋力脱贫攻坚脱贫攻坚和支部
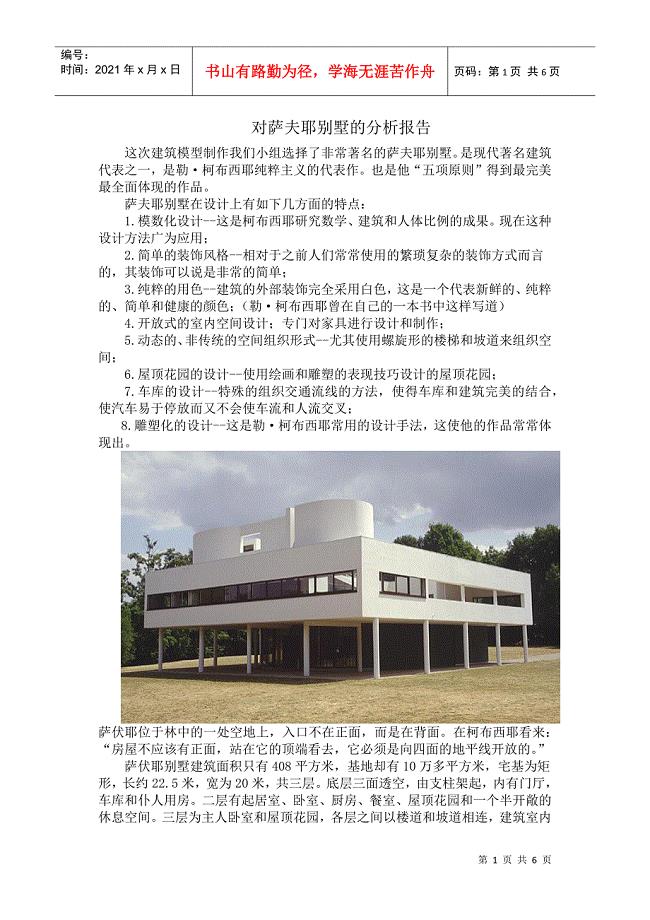
对萨夫耶别墅的分析报告
 课程思政理念下小学信息科技课堂教学策略研究
课程思政理念下小学信息科技课堂教学策略研究
2024-05-11 4页
开展青少年校外科普教育的实践与思考
2024-05-11 6页
生成式人工智能重塑教育及教师应对之道
2024-05-11 5页
基于核心素养的单元主题教学设计与实践探索
2024-05-11 4页
基于参与性文化理论的信息科技跨学科主题教学
2024-05-11 5页
精品课前期录制与后期制作技术处理应用策略与实践研究
2024-05-11 6页
基于科技活动的中小学课后服务效果评估
2024-05-11 5页
基于教材分析设计深度体验的AI课程
2024-05-11 5页
翻转课堂在小学高段英语教学中的应用
2024-05-11 3页
基于项目式学习的小学信息科技元宇宙教学初探
2024-05-11 4页