
毕业设计汇总-数控铣削零件加工工艺规范设计及其自动编程
12页
1、/正文一 数控加工工艺1 图面分析如图11所示,毛坯为110X110x40加工下图零件,要求外形加工深为10mm、开放槽与内孔加工深为5mm、U形槽与键槽加工深为4mm。尺寸无公差要求。图112 零件毛坯的工艺分析零件在进行数控铣削加工时,由于加工过程的自动化,所以要注意各方面的问题,如装夹问题在设计毛坯时就要仔细考虑好。毛坯应该有足够的余量及加工钢度,这里毛坯选择:45#钢尺寸:102mmx102mmx12mm3 零件加工工艺的分析数控加工工艺文件既是数控加工、产品的依据,也是操作者必须遵守、执行的规程。它是编程人员在编制加工程序单时必须编制的技术文件。本零件由于轨迹加工复杂,而且精度要求高,所以选择在数控铣床上加工4 加工方案及加工路线的确定确定加工方案时,首先应该根据主要表面的精度和表面粗糙度的要求,初步确定为达到这些要求所需要的加工方法。此时要考虑数控机床使用的合理性和经济性,并充分发挥数控机床的功能。以零件平台左下角作为坐标原点,工件需要加工的地方有U形槽、开放槽、键槽和外形轮廓,按所选刀具进行加工路线的确定:粗、精铣外轮廓粗、精铣键槽粗铣开放槽和U形槽精铣开放槽和U形槽。1
2、)数控铣削加工的编程任务书,见表11表11 数控编程任务书数控0921班 数控编程任务书产品零件图号03000-30任务书编号零件名称*使用数控设备数控加工中心共 1 页主要工艺说明及技术要求:1、 数控铣削加工零件轨迹曲线的精度要求。详见产品工艺卡。2、 技术要求详见零件图1-1收到编程时间12 月 28 日经手人*编制陈志荣审核*编程*审核*批准2)确定装夹方案:由于夹具确定了零件在数控机床坐标系中的位置,因而根据要求夹具能保证零件在机床坐标系的正确坐标方向,同时协调零件与机床坐标系的尺寸。工件坐标系在工件的中心位置, Z轴方向在工件的上表面。根据零件的结构特点,加工外形轮廓、内形轮廓,可选用精密压板进行装夹。3)数控铣削加工工序:数控铣削加工分粗加工和精加工二次铣削进行,其基本工序如下:外形轮廓粗铣加工使用直径是12mm的硬质合金立铣刀:键槽粗铣加工使用直径是12mm的硬质合金键槽铣刀,精加工分别留0.3mm、0.2mm,精铣加工:使用直径是8mm的硬质合金键槽铣刀。详细数控加工工序卡和切削用量选择见表12表12 数控加工工序卡机械厂数控加工工序卡厂品名城或代号零件名称图号030
3、00-30工艺序号程序编号夹具名称夹具编号使用设备车间01O0130精密虎钳00001加工中心VMC-55工步号工步内容加工面刀具号刀具规格主轴转速进给速度背吃刀量备注1铣外形轮廓外轮廓T0110001002铣键槽内轮廓T02600903粗铣开放槽和U形槽内槽T02600804精铣开放槽和U形槽内槽T0250060编制陈志荣审核批准第1页共1页4)数控铣削加工刀具:刀具的选择是数控加工中重要的工艺内容之一,他不仅影响机床的加工效率,而且直接影响加工质量。编程时,选择刀具通常要考虑机床的加工能力、工序内容、工件材料等因素。与传统的加工方法相比,数控加工对刀具的要求更高。不仅要求精度高、刚度高、耐用度高,而且要求尺寸稳定、安装调整方便。这就要求采用新型优质材料制造数控加工刀具,并优选刀具参数。选取刀具时,使刀具的尺寸与被加工工件的表面尺寸和形状相适应。生产中,平面零件周边轮廓的加工,常采用立铣刀。铣削平面时,应选硬质合金刀片铣刀;加工凸台、凹槽时,选高速钢立铣刀。对一些主体型面和变斜角轮廓行的加工,常采用球头铣刀、环形铣刀、鼓形刀、锥形刀和盘形刀。曲面加工常采用球头铣刀,但加工曲面较低和平
4、坦部位时,刀具以球头顶端刃切削,切削条件较差,因而应采用环形刀。此零件使用直径是12mm的硬质合金立铣刀和直径为8mm的硬质合金立铣刀进行内外轮廓粗加工,再用直径12mm的立铣刀进行外轮廓的精加工,用直径8mm的立铣刀进行内轮廓的精加工,这样有利于表面粗糙度的保证。数控刀具明细表及数控刀具卡见表13 表13数控刀具明细表及数控刀具卡零件图号零件名称材料数控刀具明细表程序编号车间使用设备03000-30 45#钢O0130机6加工中心刀具号刀位号刀具名称刀具换刀方式加工部位直径长度手动/自动设定补偿设定T11号刀位12mm立铣刀12mm12手动外形轮廓T22号刀位8mm立铣刀8mm12手动内轮廓编制陈志荣审核批准第1页共1页二、自动编程概述自动编程技术使用计算机帮助人们解决复杂零件的数控加工编程问题。计算机完成大量琐碎的数值计算,并省去了编写单位的工作量,因而能提高变成效率。自动编程关键在于解决手工编程无法解决的许多复杂形状零件变成问题。自动编程按照编程方式的不同划分为APT语言和图形编程两种方式。APT程序语言系统现在已很少使用;图形编程方式的主要特点是一图形要素作为输入方式,在图形交
《毕业设计汇总-数控铣削零件加工工艺规范设计及其自动编程》由会员不***分享,可在线阅读,更多相关《毕业设计汇总-数控铣削零件加工工艺规范设计及其自动编程》请在金锄头文库上搜索。
![电力设备预防性试验规章制度[2017年]](https://union.02img.goldhoe.com/2019-11/16/4667be4f-7732-484e-a02e-4246affcb5f8/pic1.jpg)
电力设备预防性试验规章制度[2017年]
电力设备预防性试验规章制度(2016)
电力设备销售技巧大全
电力行业项目工程设计资质分级
电力管线施工专项计划方针
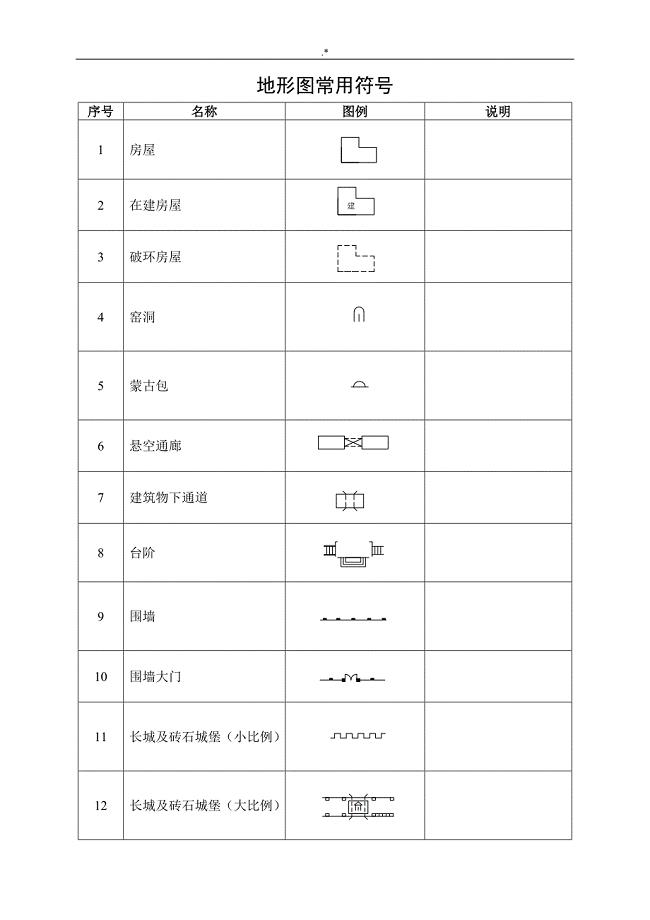
地形图普通符号(整编汇总)
地坪拆除修复施工方案方针
SL223-2008水利水电建设项目工程验收规章制度
RBT214-2017检验检测机构通常要求新编内审检查表
QUIC协议合约介绍

钢材采购招投标材料

风冷模块维护介绍资料
风控介绍资料(定版)
风景园林项目工程试题及其答案解析
电力设备采购合同协议文本范文样式(最佳)
电力设备安装项目工程投标书
电力三级及其以上施工安全风险识别,评估和预控清册
电力浅沟专项施工方案方针
电力设备交接和预防性试验规章制度
2017新课标全国卷3语文试题及其答案解析
 医用高等数学课件4-导数与中值定理练习-答案-(2012)
医用高等数学课件4-导数与中值定理练习-答案-(2012)
2023-02-28 2页
共产党宣言稿子
2022-11-14 8页
社会学概论00034密训资料(最新版)
2022-11-08 12页
马克思主义基本原理概论03709密训资料
2022-11-09 12页
社会学概论00034考前资料
2022-11-08 16页
社会学概论00034主观题汇总
2022-11-08 17页
马克思主义基本原理概论03709主观题汇总
2022-11-08 15页
英语(二)必备词汇表-4500单词
2022-11-02 39页
领导科学00320主观题汇总(最新版)
2022-11-02 17页
行政管理学00277密训资料(最新版)
2022-11-02 12页