
hyperMILL 培训教程.pdf
99页
1、 7 hyperMILL V9.51 in hyperCAD 2006.2 1 第一章:第一章:hyperMILL 加工流程加工流程 1,打开文件 Test.E3 并通过 hyperMILL 浏览器切换到编程环境。 2, 在 hyperMILL 浏览器中空白区域通过点击鼠标右键 新建新建-工单列表工单列表 来创建一个新的 工单列表。 3,建立加工坐标系 选择 编辑坐标系编辑坐标系 图标来定义加工坐标系。 4,选择 定义定义-工作平面工作平面 将当前坐标系作为零件的加工坐标系。 5,切换工单列表状态到 零件数据零件数据 一栏。 7 hyperMILL V9.51 in hyperCAD 2006.2 2 6,在 零件数据零件数据 对话框中定义零件数据。 7,选取所有曲面作为零件数据。 8,定义毛坯模型,在 毛坯模型毛坯模型 对话框中 模式 一栏中选择 包容几何,点击 计算计算 按 纽。 7 hyperMILL V9.51 in hyperCAD 2006.2 3 9, 在 后处理器后处理器 对话栏机床选项中 选取 DIN-ISO 的后处理文件并选择 按纽退出。 10,在 创建新操作 对话
2、框中选择 3D 循环循环 -3D 等高精加工等高精加工。 11,在 刀具刀具 一栏创建一把 D10R5 的球刀进行加工,刀具参数保持默认。 7 hyperMILL V9.51 in hyperCAD 2006.2 4 12,在 策略策略 一栏中加工优先顺序激活 螺旋螺旋 选项,其余参数保持不变。 13,在 参数参数 一栏中设置顶端顶端的数值为 90,底端底端的数值为 50,垂直步距垂直步距为 2,安全平面安全平面 为 120。 14,其余参数保持不变,计算计算 并生成刀具轨迹。 7 hyperMILL V9.51 in hyperCAD 2006.2 5 15,选中加工操作,通过鼠标右键 工具工具-内部模拟内部模拟 对生成的加工操作进行内部模拟。 16,选中加工操作,通过鼠标右键 工具工具-生成生成 NC 文件文件 生成 NC 代码。 17,生成的 NC 文件。 7 hyperMILL V9.51 in hyperCAD 2006.2 6 第二章:二轴加工第二章:二轴加工 1,打开文件 2D.E3 并通过 hyperMILL 浏览器切换到编程环境。 2,在 hyperMILL 浏览器中
3、新建一个工单列表。 注意:工单列表的名称注意:工单列表的名称和 pof 输出文件输出文件的名称是对应的。 3,建立加工坐标系 选择 编辑坐标系编辑坐标系 图标来定义加工坐标系。 4,选择 工作平面工作平面 将当前坐标系作为零件的加工坐标系。 7 hyperMILL V9.51 in hyperCAD 2006.2 7 型腔铣型腔铣 1, 在 hyperMILL 浏览器中通过鼠标右键创建工单,在 创建新操作 对话框中选择 2D 循环循环 - 型腔铣型腔铣。 2,在 刀具刀具 一栏新增一把 D30R1 的牛鼻刀,激活 考虑圆角半径考虑圆角半径。 3,在 轮廓轮廓 一栏选择图示轮廓,通过定义顶端和底端的深度来定义加工范围。 4,在 参数参数 一栏设置行间进给 垂直步距 为 2,步距(直径系数)为 0.7,XY 毛坯余 量 毛坯余 量 0.3,毛坯毛坯 Z 轴余量轴余量为 0.1, 刀具轨迹倒圆角选项 圆角半径圆角半径为 1, 水平进给半径水平进给半径为 1, 激活 最后刀轨倒圆角最后刀轨倒圆角。 7 hyperMILL V9.51 in hyperCAD 2006.2 8 5,在 宏程序宏程
《hyperMILL 培训教程.pdf》由会员灯火****19分享,可在线阅读,更多相关《hyperMILL 培训教程.pdf》请在金锄头文库上搜索。
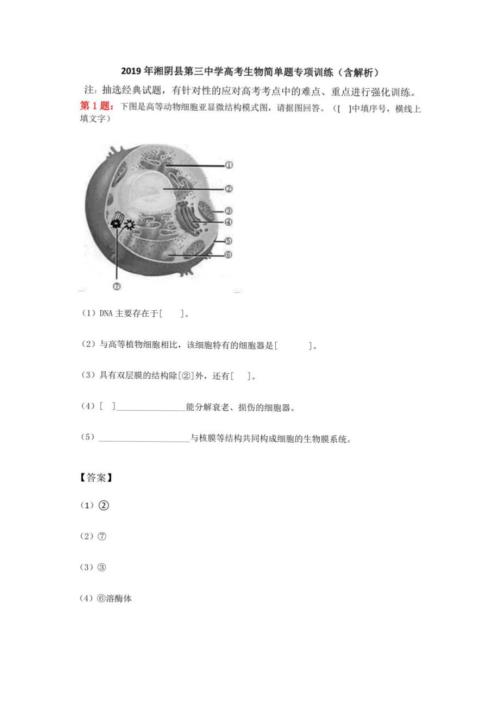
2019年湘阴县第三中学高考生物简单题专项训练(含解析)
2019年耿马县民族中学高考生物简单题专项训练(含解析)
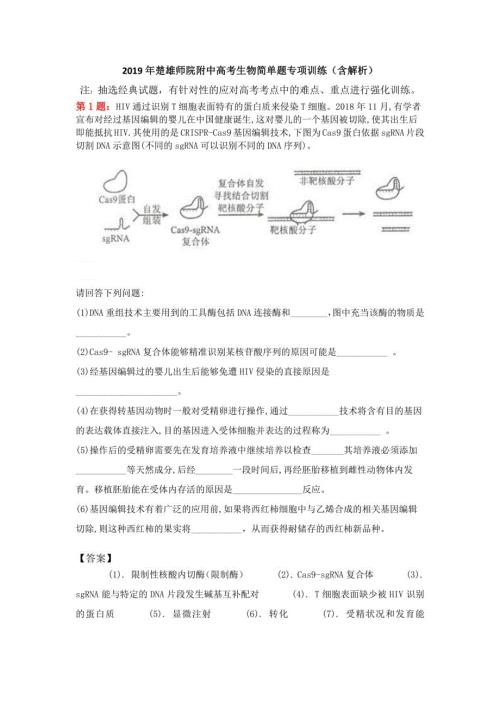
2019年楚雄师院附中高考生物简单题专项训练(含解析)
2019年桥梁工程师年终总结
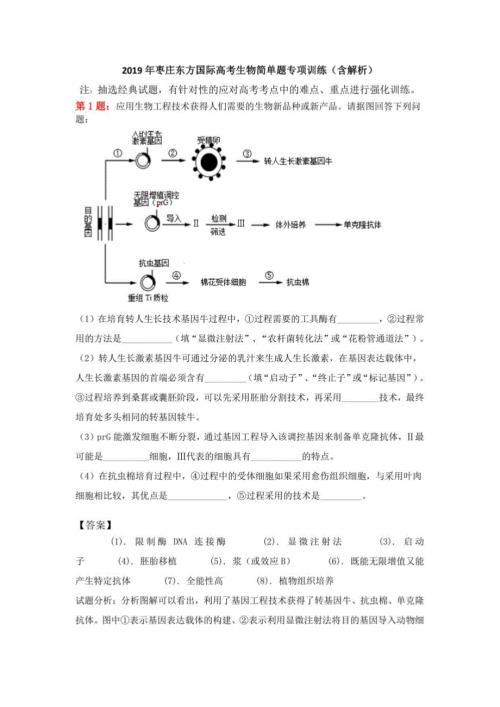
2019年枣庄东方国际高考生物简单题专项训练(含解析)

2018年一级建造师公路工程实务考点归纳
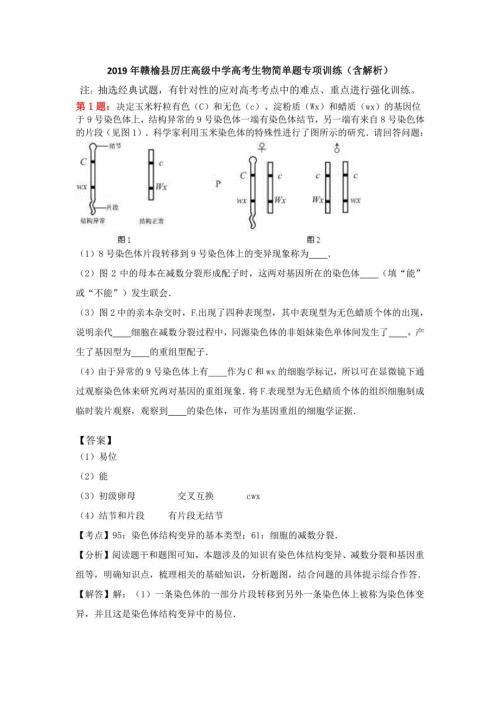
2019年赣榆县高考生物简单题专项训练(含解析)

2019年春湾中学高考生物简单题专项训练(含解析)

高考地理复习汇总
2019年朝鲜中学高考生物简单题专项训练(含解析)
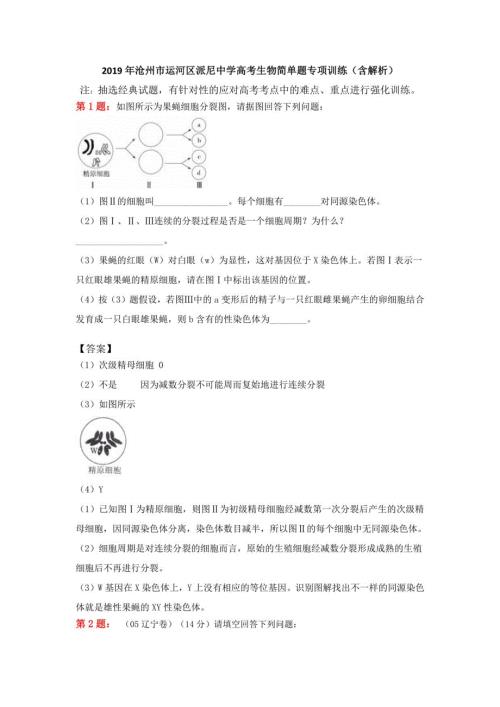
2019年沧州市运河区派尼中学高考生物简单题专项训练(含解析)
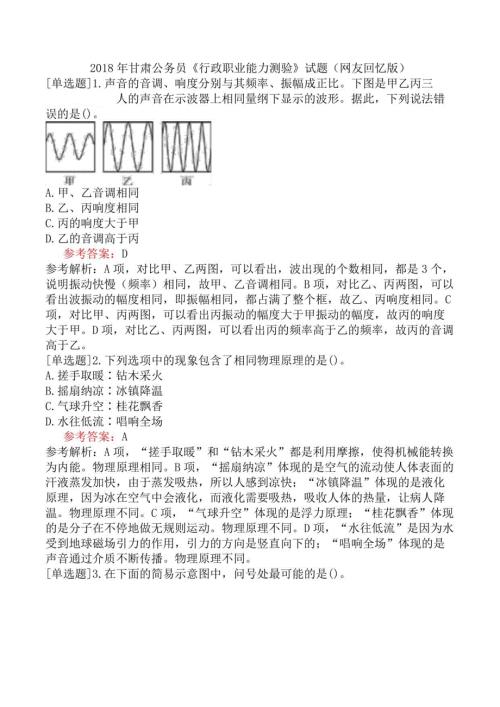
2018年甘肃公务员《行政职业能力测验》试题(网友回忆版)

宾语从句 (解析卷)---2023年中考英语考点详解+专项训练
2018年一级建造师通信与广电实务考点
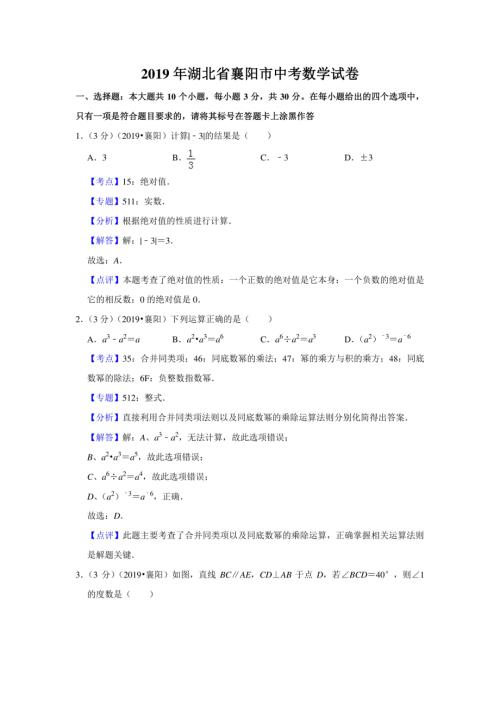
2019年湖北省襄阳市中考数学试卷(解析版)
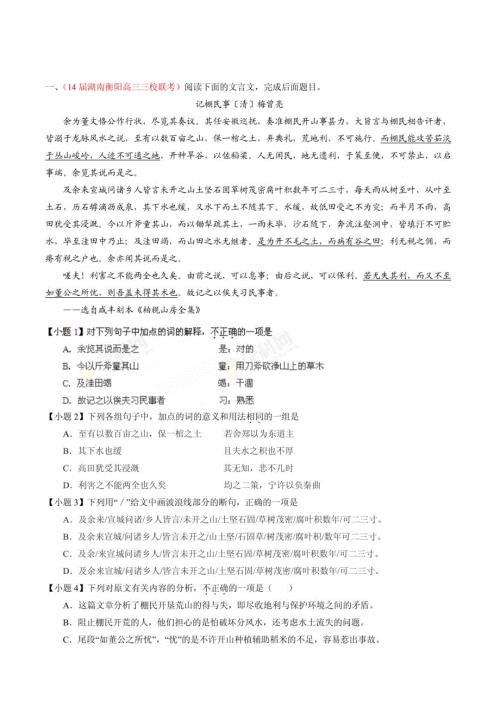
文言文阅读(解析版)
中医综合模拟试卷343
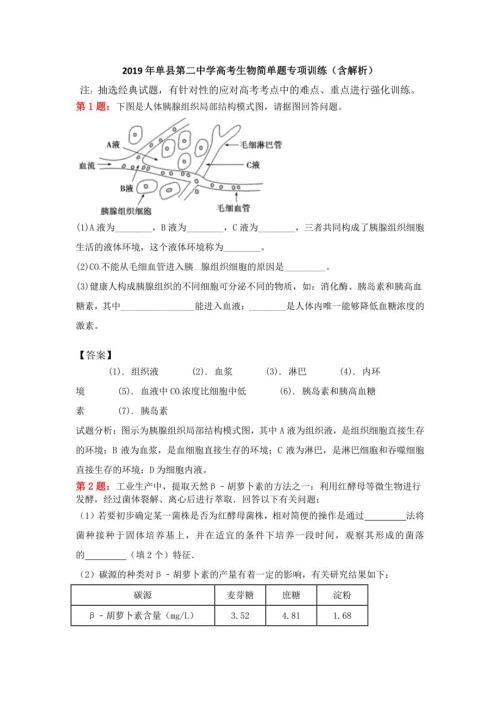
2019年单县第二中学高考生物简单题专项训练(含解析)
二级法规考点解析1
2019年低碳经济继续教育模拟考试题库500题(含标准答案)
 垃圾清运服务技术标(共82页)
垃圾清运服务技术标(共82页)
2023-09-30 84页
最新人教版数学三年级上册《期末测试卷》带答案解析(DOC 4页)
2022-09-21 4页
标准设计说明L
2024-02-18 9页
性价比高的移动集装箱房屋(共2页)
2023-07-03 2页
七年级下册《实数》单元测试卷(共4页)
2023-08-05 4页
在职证明模板(共1页)
2023-04-07 1页
技术标书范本(共70页)
2024-01-18 71页
幼儿园财产管理制度(共9页)
2024-01-12 9页
委托培训协议书
2023-05-31 2页
工程竣工结算资料全(共65页)
2022-10-06 65页