
YJD-QG310.1束丝作业指导书2015
4页
1、余姚市金都电气有限公司Yuyao JinDu Electric co.,LTD.作 业 指 导 书文件编号生效日期页 码版 本YJD/QG310.1-20152015-05-30共 3 页 第 1 页C / 0适用产品名称、编号及作业名称聚氯乙烯绝缘电缆电线: 0101 束丝工艺操作 工序名称束丝标准工时8小时标准产能工序编号DX01作业类别束丝人员配置23机/1人操作流程示图:设备照片(运行示图)序号材料编号材料名称材料规格数量束丝生产线 【图一】 主机控制面板【图二】 单铜丝盘架【图三】 束丝机(铜丝绞合主机)【图四】 束丝完工品【图五】1铜丝TR 0.150.30mm见表1“束丝工艺结构表”234操作说明/技术要求检查上工序首先应对工具 、量具、盘具进行准备和检查,同时检查设备运转是否正常;检查铜单线是否符合本次生产要求,上机做到“正负丝”搭配;调整或匹配束丝机A、B齿(见表2“A、B齿匹配表”)。本工序作业时根据产品规格、束丝根数放置“线盘”,调整好“节距”,配好“牵引轮”,装上收线盘并调整收线盘的“涨力”;将束丝的铜线从“放线架”上缓缓拉出,通过束丝“涨力轮”再穿入束机“进线
2、孔”,穿过各过线孔再引入机内“牵引轮”绕三圈,然后绕定在“收线盘”上。放好束机“防护罩”试开车,将一根“棉线与铜单线”一起束入,待棉线全部束入“收线盘”时关车;把连同棉线的束线拉出,测量“节距”,至少测三个节距,取平均值,应符合表1“束丝工艺结构表”规定。测量合格后,将棉线取出,然后可以开车正常生产。异常调整见表3“束丝常见质量问题调整措施表”。本工序完成时束丝满盘后,应挂上流程卡,写明产品规格型号,操作者,日期;下盘时,线面应避免磕、碰、撞而引起损伤;下盘后放在指定区域内;束丝工艺技术参数见表1“束丝工艺结构表”;严格遵守束丝机安全操作的有关规定。自检扭接情况:束丝应圆整,不应有缺根,不允许焊接,允许扭接,相邻两个接头之间的距离应不小于300毫米。目测+卷尺测量。频次:不小于2次/班。盘线情况:收排线排列应紧密,平整,不得有塌线,束丝收线盘不应装得过满,线面距盘边最小距离20毫米。目测+卷尺测量。频次:不小于2次/班。设备及工装注意事项1、 操作本工序时,操作工应避免长发、束带等类装扮或穿戴,预防卷入束丝机产生人身伤害;2、 断线缺股时束丝机会自动报警,操作工应及时按上述相关作业要求
《YJD-QG310.1束丝作业指导书2015》由会员简****9分享,可在线阅读,更多相关《YJD-QG310.1束丝作业指导书2015》请在金锄头文库上搜索。
第二单元 夏商周时期(原卷版)
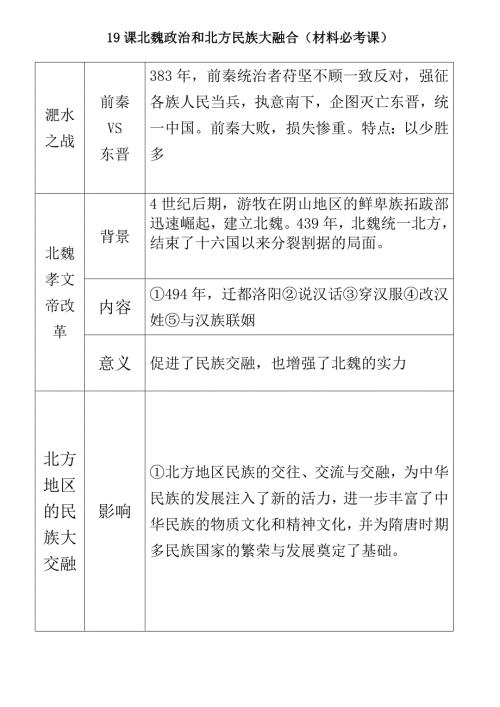
19课北魏政治和北方民族大融合(材料必考课)
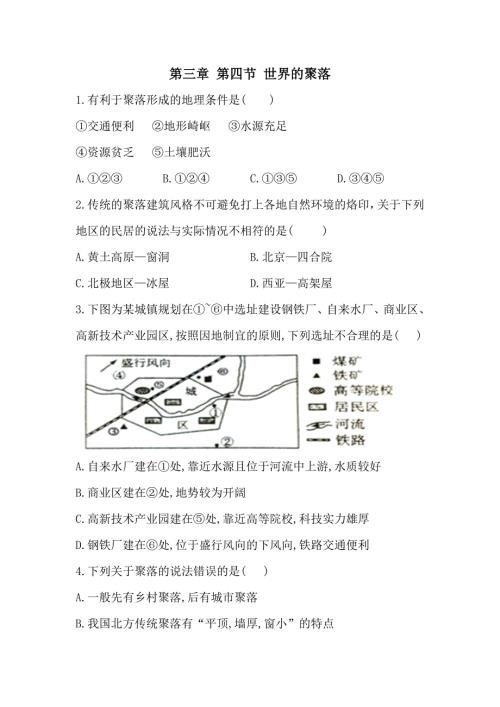
七年级地理第三章第四节世界的聚落练习题1

18课东晋南朝时期江南地区的开发(材料必考课)

网络犯罪:防范与应对

网络生活新空间时合理利用网络课件课公开课

网络流量采集与分析系统的设计与实现

网络沟通课件

网络支付基础课件
网络游戏公司合规指南

网络攻防原理与技术课件版:身份认证与口令攻击

网络技术-物联网技术基础教程(第3版)

网络市场营销分析
网络平台的公共性及其实现以电商平台的法律规制为视角

网络工程项目案例
网络工程规划与设计案例教程课件_项目二_任务一需求分析
网络安全建设能力(等保、商密、分保)技术侧讲解

网络安全消防安全交通食品校园防溺水安全教育

网络安全技术及应践教程课件验

网络安全专题教育
 09.石油公司制度体系诊断及优化咨询项目
09.石油公司制度体系诊断及优化咨询项目
2024-04-08 33页
职工教育培训经费管理办法(规模生产制造业版)
2024-04-08 10页
08.圆通银行战略咨询项目
2024-04-08 25页
企业培训费管理实施暂行细则
2024-04-08 12页
职工教育培训经费管理办法(适合中小企业)
2024-04-08 10页
企业规章制度框架体系管理规定(2024修订版)
2024-04-08 21页
05.景宏集团全面管理提升咨询项目
2024-04-08 40页
07.玉兔食品集团供应链咨询项目
2024-04-08 34页
04.大华乳业业务战略咨询项目
2024-04-08 28页
06.德邦公司精益生产管理咨询项目
2024-04-08 28页