
钢结构涂装工程施工技术标准
21页
1、钢结构涂装工程钢结构涂装工程施工技术标准施工技术标准 14.1 一般规定 14.1.1 本章适用于钢结构的防腐涂料(油漆类)涂装和防火涂料涂装工程的施工和质量验 收。 14.1.2 钢结构防腐涂装工程应在钢结构构件组装或钢结构安装工程检验批的施工质量验收 合格后进行;钢结构防火涂料涂装工程应在钢结构安装工程检验批和钢结构表面除锈及防 腐底漆涂装检验批的施工质量验收合格后进行。 为了更好地保护涂层,防火涂料涂装一般在 安装现场施工。 14.1.3 钢结构的除锈、 涂装施工应编制施工工艺,其内容应包括除锈方法、 除锈等级、 涂料种 类、配制方法、涂装顺序(底漆、中间漆、面漆)和方法、安全防护、检验方法等。 14.1.4 涂装时的环境温度和相对湿度应符合涂料产品说明书的要求,当产品说明书无要求 时,环境温度宜在538之间,相对湿度不应大于85%。涂装时构件表面不应有结露;涂 装后4h内应保护免受雨淋。 14.2 钢结构防腐涂料涂装 14.2.1 施工准备 14.2.1.1 技术准备 涂装工程施工前,技术人员必须了解设计要求,熟悉有关涂料的性能和操作方法,向 操作人员进行技术交底。 14.2.
2、1.2 材料准备 防腐涂料(底漆、面漆、稀料等)、棉纱、砂布等。 14.2.1.3 主要机具 1 除锈机具:抛丸除锈机、 空气压缩机、 钢丝刷、 角向磨光机、 手砂轮、 尖头锤、 铲刀或刮 刀等。 2 涂装机具:喷漆枪、滚子、刷子、干漆膜测厚仪、漆膜附着度试验仪等。 14.2.1.4 作业条件 1 除锈前钢构件的组装和焊接质量已经得到确认。 2 涂装前,钢结构表面已按要求进行除锈。钢结构表面应清洁无杂物。 3 作业环境应符合本章第 14.1.4 条的要求。 4 在有雨、雾、雪、风砂和较大灰尘时,禁止涂装施工。 5 涂装现场配备了必要的通风和防火设施。 14.2.2 材料质量控制 1 应符合本标准第四章第 4.7.8条的规定。 2 涂料及其辅助材料,宜贮存在通风良好的阴凉库房内,温度控制在 535,按原 包装密封保管。 3 涂装前应对涂料名称、 型号、 颜色进行检查,确认是否与设计规定相符,产品的贮存 时间是否超过贮存期限。 14.2.3 施工工艺 14.2.3.1 工艺流程 钢构件除锈底漆涂装面漆涂装检查验收 14.2.3.2 施工要点 1 钢构件除锈 1) 在涂装之前,必须对钢构件表
3、面进行除锈。除锈方法应符合设计要求或根据所用 涂层类型的需要确定,并达到设计规定的除锈等级。 常用的除锈方法有喷射除锈、 抛射除锈、 手工和动力工具除锈等。 2) 喷射除锈和抛射除锈 (1) 喷射除锈是利用经过油、水分离处理过的压缩空气将磨料带入并通过喷嘴以高 速射向钢材表面,利用磨料的冲击和摩擦力将氧化皮、 铁锈及污物等除掉,同时使表面获得 一定的粗糙度,以利漆膜的附着。 抛射除锈是利用抛射机叶轮中心吸入磨料和叶尖抛射磨料的作用进行工作。 抛射机内的 磨料被叶轮加速后,射向物体表面,以高速的冲击和摩擦力除去钢材表面的铁锈和氧化皮 等污物。 (2) 喷射和抛射除锈使用的(包括重复使用)磨料及其喷射工艺指标,应符合表 14.2.3.2的规定。 (3) 施工现场环境湿度高于 80%,或钢材表面温度低于空气露点温度3时,禁止 喷射除锈施工。 (4) 喷射除锈后的钢材表面粗糙度,宜小于涂层总厚度的 1/31/2。 3) 手工和动力工具除锈 手工除锈:主要是用刮刀、手锤、钢丝刷和砂布等工具除锈。 动力工具除锈:主要是用风动或电动砂轮、刷轮和除锈机等动力工具除锈。 钢材除锈后,应用刷子或无油、 水
4、的压缩空气清理钢材表面,除去锈尘等污物,并应在 当天涂完底漆。 4) 钢材表面除锈等级应符合设计要求。当设计无要求时,除锈等级应符合本章表 表14.2.3.2磨料种类及喷射工艺指标 磨料名称磨料籽径(mm)压缩空气压力 (MPa) 喷嘴最小直径 (mm) 喷射角()喷距(mm) 石英砂3.20.63 0.8 筛余量大于 40% 0.500.60683570100200 金刚石2.00.63 0.8 筛余量大于 40% 0.350.45453575 钢线籽线籽直径 1.0,长度等于直径, 其偏差小于直径的 40% 0.500.60 铁丸或钢丸1.60.63,0.8 筛余量大于 40% 14.6.1.1的规定。 5) 钢材表面除锈等级及评定 (1) 钢材表面除锈等级和质量要求,是以文字叙述和典型的样板照片共同确定的。 样板照片参见涂装前钢材表面锈蚀等级和除锈等级GB 8923。文字部分简述如下: a 喷射或抛射除锈的钢材表面,有 4个除锈等级,其文字部分叙述如下: Sa1 轻度的喷射或抛射除锈。钢材表面应无可见油脂和污垢,并且没有附着不牢的氧 化皮、铁锈和油漆涂层等附着物(仅适用于非重要结
《钢结构涂装工程施工技术标准》由会员万****分享,可在线阅读,更多相关《钢结构涂装工程施工技术标准》请在金锄头文库上搜索。
排水整治工程确保安全生产的技术组织措施
隧道辖区道路清扫保洁劳务保洁服务针对低温天气作业应急预案
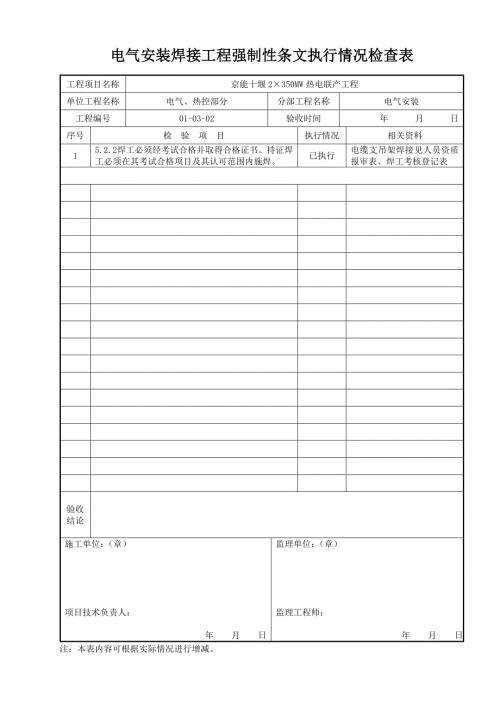
电气安装焊接工程强制性条文执行情况检查表
隧道辖区道路清扫保洁劳务保洁服务项目机械化保洁及垃圾清运过程应急处理预案
隧道辖区道路清扫保洁劳务保洁服务应急救援保障措施
城镇燃气经营安全重大隐患判定标准
市政道路及各项基础设施配套项目项目管理班子的人员岗位职责分工
养驴基地建设项目建设的有利条件和制约因素
养驴基地建设项目区基本情况及项目由来
锅炉受热面焊接工程强制性条文执行情况检查表
锅炉受热面焊接工程强制性条文执行情况检查表 (2)
烟风煤粉管道及附属结构焊接专业强制性条文执行情况记录检查表
养驴基地建设项目财务评价方案
锅炉本体管道焊接工程强制性条文执行情况检查表 (2)
养驴基地建设项目环境保护评价方案
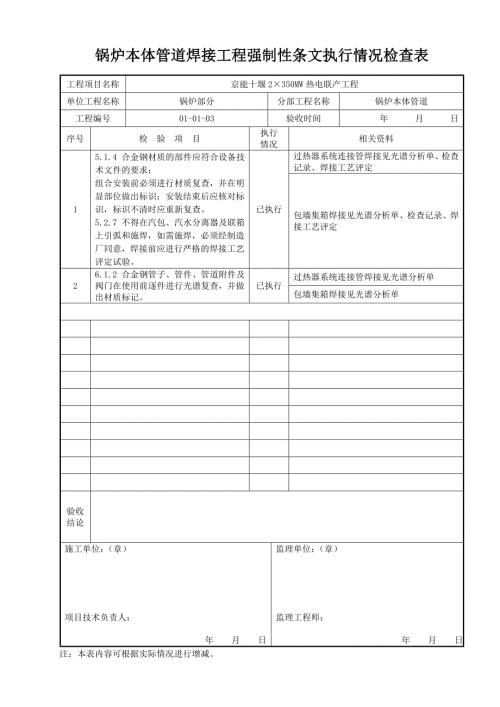
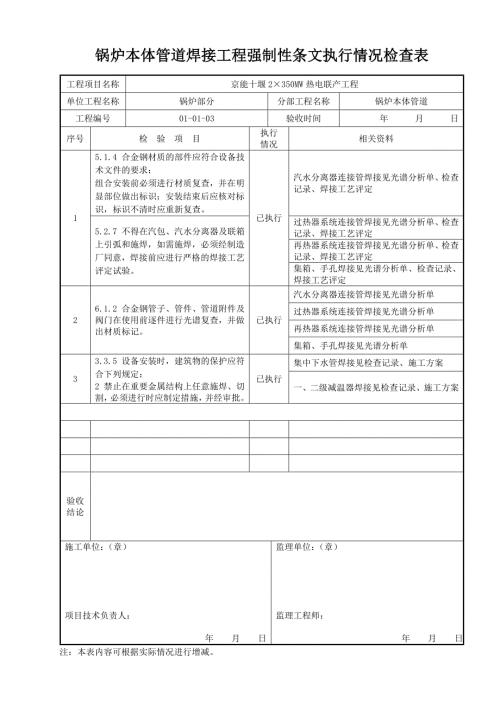
锅炉本体管道焊接工程强制性条文执行情况检查表
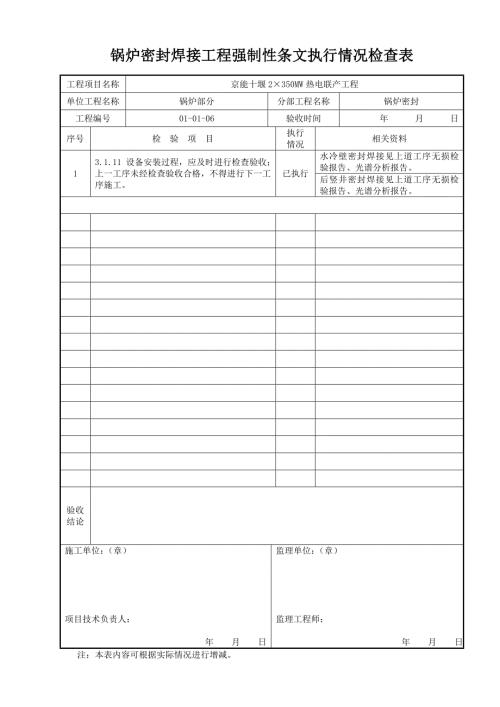
锅炉密封焊接工程强制性条文执行情况检查表 (2)
养驴基地建设项目建设内容方案
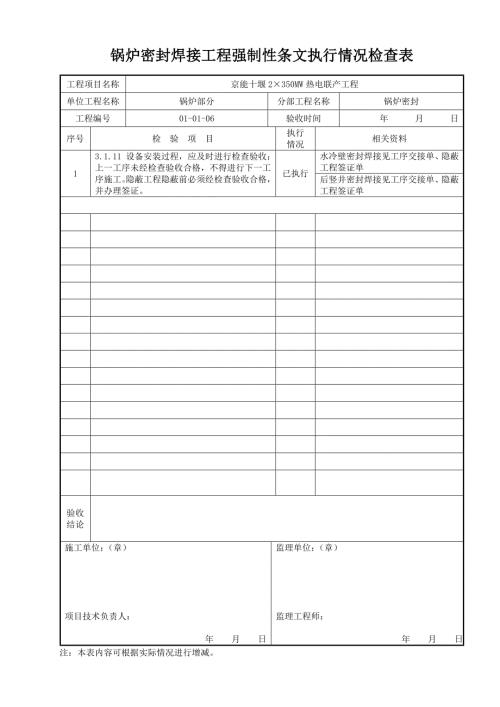
锅炉密封焊接工程强制性条文执行情况检查表 (3)
养驴基地建设项目管理方案
 国标热轧H型钢表
国标热轧H型钢表
2023-05-16 4页
标杆地产公司建筑工程施工工艺标准汇编(节点丰富 154页)
2022-03-07 156页
【建材行业计量技术规范项目建议书范例】 建材难燃设备校准规范-项目建议书
2020-02-21 2页
【建材行业计量技术规范项目建议书范例】 密封材料压缩回弹试验机校准规范-项目建议书
2020-02-21 3页
【建材行业计量技术规范项目建议书范例】 混凝土抗渗仪校准规范-项目建议书
2020-02-21 3页
【建材行业计量技术规范项目建议书范例】 制动器衬片剪切强度试验机校准规范-项目建议书
2020-02-21 3页
【建材行业计量技术规范项目建议书范例】 智能坐便器能效水效测试装置校准规范-项目建议书
2020-02-21 4页
【建材行业计量技术规范项目建议书范例】 水嘴水效测试系统校准规范-项目建议书
2020-02-21 4页
【建材行业计量技术规范项目建议书范例】 泥浆粘度计校准规范-项目建议书
2020-02-21 3页
【建材行业计量技术规范项目建议书范例】 平板法导热系数测试仪校准规范- 项目建议书
2020-02-21 3页