
王翔奥氏体不锈钢TIG焊接工艺研究与应用
17页
1、分类号:09 编号:09毕业设计(论文)奥氏体不锈钢TIG焊接工艺研究与应用学员姓名:王 翔指导教师:谢蒙生 专 业:船舶焊接技术武昌船舶重工有限责任公司2009年5月15日武昌船舶重工有限责任公司毕业设计(论文)任务书题目:奥氏体不锈钢TIG焊接工艺研究与应用任务完成起止日期:2009年4月1日至2009年5月30日学员姓名:王 翔指导教师:谢蒙生审 查:2009年3月15日审 批:2009年3月15日课题主要内容: 概述奥氏体不锈钢管在产品上的用途,焊接性能,焊接方法,焊接实验经过,焊接时容易出现的问题与改进方案,改进后的工艺评定以及应用于实际生产过程中的效果的论述。 课题任务要求: 将焊接工艺与规范参数用于实际产品的焊接中,产品质量达到设计要求的述说。主要参考文献:(由指导老师选定)1、焊接手册(第二卷)中国机械工程学会编 北京机械工业出版社2、实用工程材料焊接手册 浙江省机械工程学会焊接分会编 北京机械工业出版社20043、焊接冶金与金属焊接 译著者周振丰,张文斌 北京机械工业出版社4、2205不锈钢的焊接接头的性能研究 译著者张忠和5、船舶焊接工艺 译著者王鸿斌 人民交通出版
2、社6、不锈钢的焊接实验研究 南京工业大学学报2004.24(3)65-68同组设计者:开题报告近年造船业发展迅速船舶管系制造中因特殊性不再单一的使用普通钢管,而是越来越多的使用含各种合金元素的钢管,最为常见使用的是奥氏体不锈钢因此对各种材料的焊接要求也是越来越高,下文主要论述奥氏体不锈钢的焊接性能和工艺对比并总结出一套良好的工艺方法。本文的主要任务是奥氏体不锈钢TIG焊接工艺研究与应用。毕业设计的时间安排如下:09年3月30日09年4月3日:查阅资料09年4月4日09年4月8日: 完成开题报告09年4月9日09年5月10日: 完成论文初稿09年5月11日09年5月15日: 交导师批阅09年5月15日09年5月30日:按导师意见修改完09年6月1日:上交毕业论文目 录摘要、关键词第1页1、焊接性分析第3页2、焊接工艺第3页3、焊接规范第4页4、焊接的操作过程第5页5、出现的缺陷及改进方案第6页6、质量检测第8页7、结论 第9页8、致谢 第9页奥氏体不锈钢TIG焊接工艺研究与应用武船学员:王翔摘要:本文研究了奥氏体不锈钢的焊接性能和焊接方法的对比,通过焊接工艺评定制定合理的焊接工艺和正确的
3、缺陷处理方法,运用于实际生产过程保证焊接质量。关键词:奥氏体不锈钢 TIG焊 焊接参数 研究与应用前 言由于奥氏体不锈钢在氧化性质中具有良好的耐腐蚀性,广泛应用于各种领域,在船舶管系中用得最广泛的是0Cr25Ni20型铬镍奥氏体不锈钢按其钢中含碳量分为三个等级,即一般含碳量(C0.14),低碳级(C0.06)及超低碳级(C0.03)三种。超低碳级的铬镍奥氏体不锈钢具有良好的抗晶间腐蚀性能。奥氏体不锈钢的焊接性能好,但此类钢的导热系数小,线膨胀系数大,焊接的变形倾向大,因而在焊接时应采用小电流,同时也有防止合金元素烧损的作用。而且随着船舶制造业的发展,奥氏体不锈钢管由于其性能的突出,其应用范围更加广泛,虽然奥氏体不锈钢管的焊接性能好,焊接时不需要采取什么特殊的措施就可以得到较好的焊缝,但是焊丝和焊接工艺的选用也是值得注意的否则在焊接过程中也可能出现一系列的问题。1、焊接性分析11奥氏体0Cr25Ni20不锈钢管化学成分见表一奥氏体不锈钢管的牌号及其化学成分(表一)牌号CSiMnCrNiMoNPS名称0Cr25Ni200.060.080.4501.19022.4001.57030.1120
4、.0030.02912奥氏体0Cr25Ni20不锈钢管可焊性见表二奥氏体不锈钢管的可焊性(表二)名称钨极氩孤焊熔化极氩孤焊焊条电弧焊埋弧焊碳弧焊等离子弧焊气焊点焊0Cr25Ni20好好较好好尚可13分析由于钨极氩弧焊容易控制焊缝成形,也容易实现单面焊双面成形,再根据(表二)来看,奥氏体不锈钢管用钨极氩弧焊焊接非常合适,奥氏体不锈钢管的TIG焊焊接也可选用直流正接。由于奥氏体不锈钢管的主要成分为Cr、Ni、Mn、Mo、Si,且含C量较低,且该材料具有良好的塑性,说明该材料的焊接性较好。焊接时,只要正确的选择焊接参数和坡口类型,控制好焊接时的层间温度及焊接速度,选用匹配的焊材和作好气体对焊缝反面的保护工作,是能够获得优质的焊缝的。尽管奥氏体不锈钢管热裂纹倾向不大,但也应尽量采用快的焊接速度和小的线能量,等待层间温度冷却到小于60 时再焊下一道,以缩短焊缝过热时间,增强抗热裂纹能力。2、焊接工艺21焊接方法:钨极氩弧焊(TIG) 直流正接极22焊接材料:焊接材料选用的是与奥氏体不锈钢管相配套的焊丝:H00Cr20Mo2.23保护气体:氩气,纯度为99.99%。24焊机:采用交直流两用焊机40
《王翔奥氏体不锈钢TIG焊接工艺研究与应用》由会员pu****.1分享,可在线阅读,更多相关《王翔奥氏体不锈钢TIG焊接工艺研究与应用》请在金锄头文库上搜索。
关于实施乡村振兴战略工作情况
2023年朔州市朔城区人民医院朔州市人民医院招聘医学类专业人才考试历年高频考点试题含答案解析
农药残留量测定SOP
东北大学21秋《电机拖动》平时作业二参考答案40
辽宁关于成立喷涂机公司可行性研究报告模板范本
厦门房屋租赁合同专业版(8篇)
沉井不排水下沉施工方案设计
2022年教师职业工作心得体会
黑暗料理的味道作文200字
室内消防气体(卤代烷)灭火系统管道及设备安装工艺
家庭聚会作文
植树节的优秀作文400字左右
三年级习作教师评语
![权属有争议的房屋如何进行拆迁补偿-[优质文档首发]](https://union.152files.goldhoe.com/2024-1/24/09abce80-1502-47d9-883f-d823d188f99d/pic1.jpg)
权属有争议的房屋如何进行拆迁补偿-[优质文档首发]
2022年运输科工会的工作计划

工业4.0-智能工厂
草藤工艺品项目可行性研究报告申请备案
房屋租赁补充合同模板(7篇)
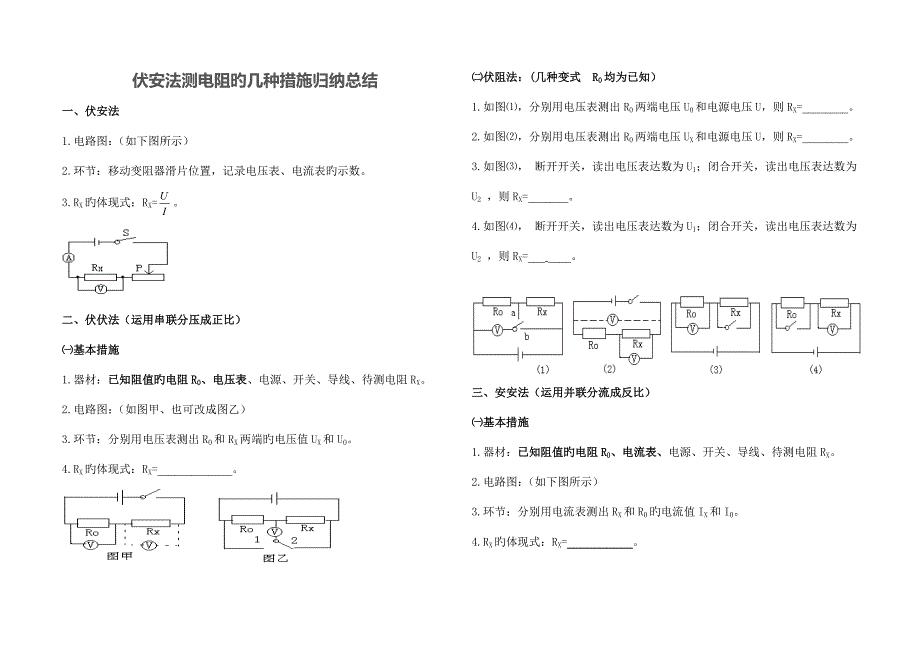
2023年伏安法测电阻的几种方法归纳总结
【精品】高中英语(人教大纲)第三册:Unit1 That must be a record(第三课时)
 工作票和操作票在企业安全生产执行中存在的问题及应对措施
工作票和操作票在企业安全生产执行中存在的问题及应对措施
2023-02-19 4页
某房地产公司薪酬体系设计方案
2023-08-13 43页
谷氨酸发酵工艺流程1
2023-07-24 13页
电路与电子技术复习试题
2022-11-11 13页
农药残留量测定SOP
2023-12-19 6页
天然气公司消防安全管理规定
2023-07-18 6页
常见美式咖啡机的使用技巧
2024-01-03 2页
一建建筑实务案例考试简答题复习整理
2023-07-28 5页
小班社会活动教案《小猪的野餐》
2023-12-19 3页
心理学基础知识重点
2022-12-24 12页