
变压器制造工艺
8页
1、隔离变压器制作工艺一、线圈组装1、材料确认1、1线架规格确认。1、2确认线架完整:不得有破损与裂缝。1、3将绕线模芯装夹在CNC线机上,并锁紧。1、4把骨架套在绕线模芯上并锁紧两侧挡板。1、5在骨架上包2层NMN氏(纸要包紧)接口粘胶带。2、绕线方式2、1次级绕线:采用均匀密绕的方式,绕线至最上层也不零乱,绕线排列整齐。(如下图)用已选型漆包线绕初级线圈,起头引线需套纤维套管,线长150mmt管长100mn右,骨架处留20m住右,其余留在骨架外面),圈数参照生产图纸。本线收尾,收尾线超出骨架后留长大于150mm在线包中的尾线需套纤维套管并且收尾线与线圈直接垫放一张NMN氏增强绝缘。起头尾头位置应按照图纸要求,收尾引线需用麦拉胶带固定缠紧。2、2初级绕线:采用均匀密绕的方式,绕线至最上层也不零乱,绕线排列整齐。(如下图)用已选型漆包线型号线绕次级线圈各个绕组,留线方式参照初级线圈的留线方式进行。出线位置应符合图纸要求。最后,在初级线圈以及次级线圈上外包3层NMN氏,纸要包紧,接口处用麦拉胶带粘贴。3、屏蔽层制作用0、1*75mmf同箔绕中间屏蔽层线圈,起头位置的线头用高温胶带包裹3-5层
2、,包覆长度15-20mm起头线头需锡焊一根黄加绿地线引出,焊接处上下用高温胶带粘在绝缘纸上,并在线头上再覆盖一张NMN氏,增加绝缘处理。此层线圈总圈数0、9,留线方式与长度参照初级线圈一样处理即可。在屏蔽层线圈上外包3层NMN氐纸要包紧,接口处用麦拉胶带粘贴。4、包胶带1)操作步骤将胶带平贴线包,按图面要求的圈数包胶带、胶带结束点处在线包侧边。胶布起始点与结束处须重叠5mnmZ上。2)注意事项胶带必须拉紧包平,不可卷起,刺破或露铜线。3)线包部分:变压器线包部分最外层胶布破损造成线圈外露者,必须加贴胶布完全覆盖住破损处,且加贴胶布之层数须与原规定最外层胶布之层数相同,并于涂凡立水后烘烤干始可。加贴之胶布其头尾端均须伸入铁芯两侧内,且伸入铁芯两侧之胶布长以不超过铁芯之厚度为限(胶布伸入至少达到2/3铁芯厚)。4、浸漆操作步骤:(如下图所示)4、1将产品整齐摆放于铁盘内。4、2调好凡立水浓度:0、915士0、04。4、3将摆好产品的铁盘放于含浸梢内。4、4激活真空含浸机,抽气至40-50Cm/Kg,放入凡立水,再抽气至65-75Cm/Kg,必须连续抽真空,破真空3-5次,含浸10-15分钟
《变压器制造工艺》由会员壹****1分享,可在线阅读,更多相关《变压器制造工艺》请在金锄头文库上搜索。
2023民间借贷合同格式范本(7篇)
申报浙江科学技术奖项目财务审计专项报告
四川农业大学21春《盆景制作与鉴赏》在线作业三满分答案75
汽车销售工作总结(2篇).doc
加强农业科技教育促进农村经济发展
办公室卫生及考勤制度范文(7篇)
戴德梁行物业管理方案模板
新能源高端装备制造产业基地项目经济效益和社会效益
现代护理学3课稿
【最新】【人教版】三年级上册Unit 4 单元教案 2
禄丰市智能机器人项目申请报告_参考范文
山西省洪洞县八年级语文下册第二单元7大雁归来学案无答案新人教版通用
中国石油大学华东21秋《分离工程》在线作业三答案参考73
杭州骨科康复医疗器械项目实施方案【模板参考】

山东省新泰市龙廷镇中心学校2015-2016学年六年级数学上册 2.9 有理数的乘方运算题组训练(含解析) 鲁教版五四制
烟台半导体材料技术研发项目可行性研究报告【模板范文】
临床常用诊断技术
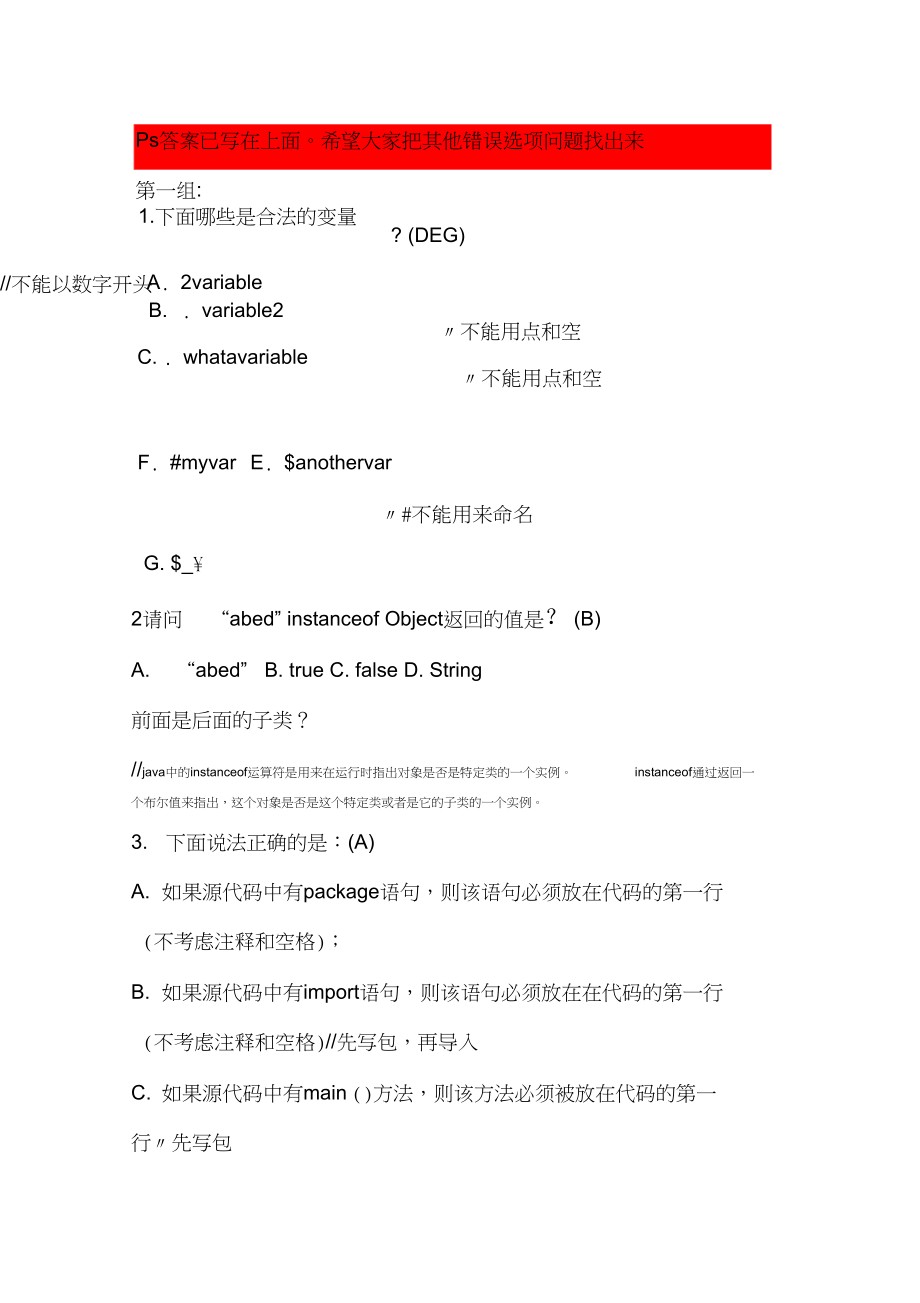
Java基础测试题
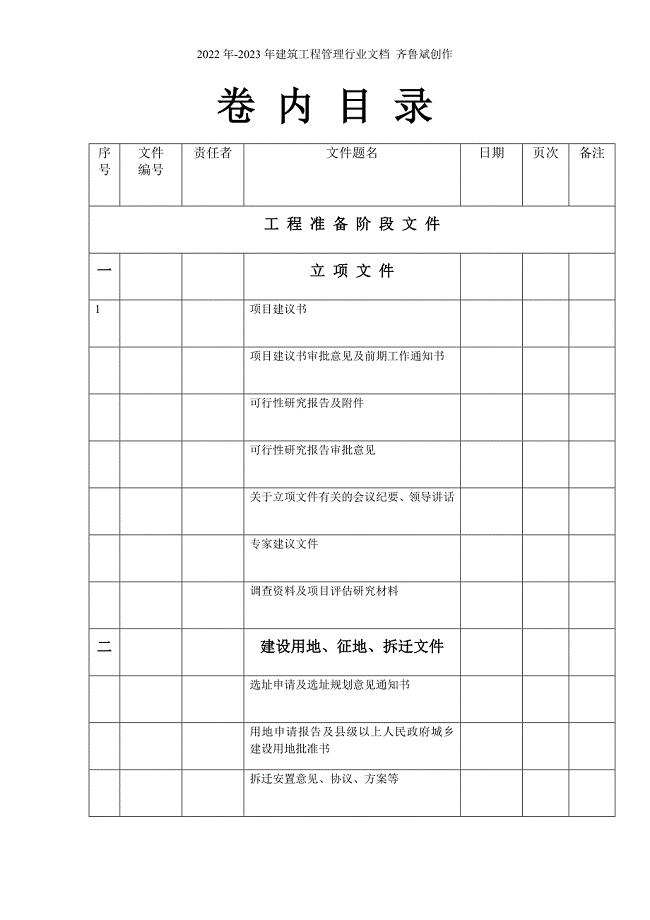
建设工程文件归档整理规范表格及序号(DOC33页)
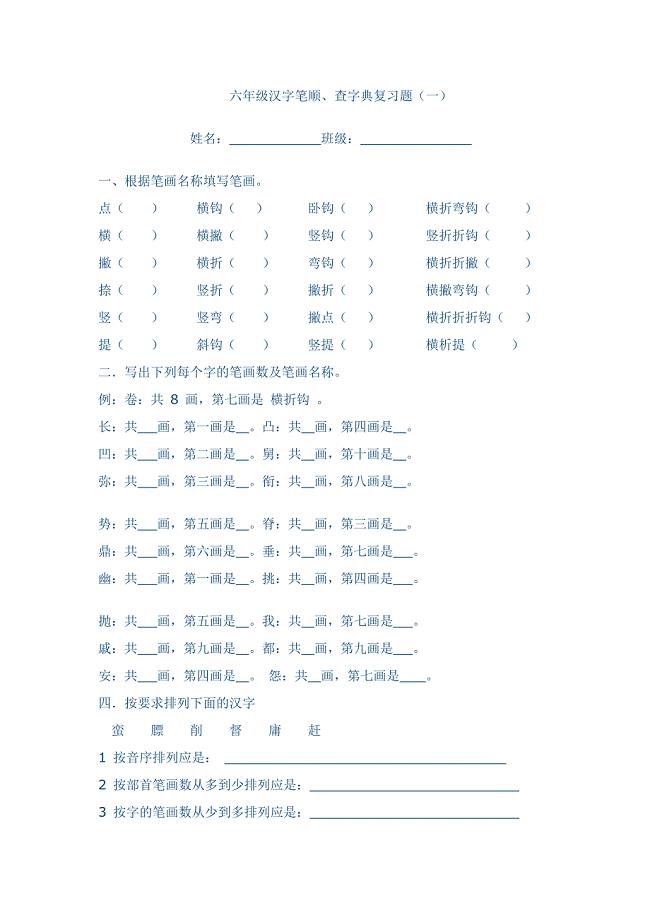
复习字词练习题
 小学科学《苹果为什么会落地》教学设计
小学科学《苹果为什么会落地》教学设计
2023-01-17 3页
个人担保协议书范本
2023-10-19 12页
牛津英语新教材三年级上学期英语期末试卷
2023-03-23 6页
团队破冰小游戏
2023-06-21 5页
张远村廉政文化进农村示范点申报材料
2023-07-03 9页
赞美法官的抒情诗歌五首
2024-01-02 7页
GEFanuciFIX在选矿生产SCADA系统中的应用ozm
2023-12-13 7页
某公司职业卫生管理制度(XXXX)
2023-07-03 43页
22、施工资料目标设计方案
2022-08-28 10页
双和公司管理制度
2022-11-22 32页