
WearTuf500隆英耐磨板WearTuf500切割WearTuf500
7页
1、WearTuf500 隆英耐磨板 WearTuf500 切割 WearTuf500WearTuf500 特征WearTuf500是经过淬火或淬火+回火处理的全马氏体耐磨钢板,典型布氏硬度为500HBW。WearTuf500具有良高的耐磨性以及良好的可焊性和冷成型性能。不但硬度很高,WearTuf500也具有良 好的冲击韧性,保证其在制造和使用过程中具有满意的抗裂性。WearTuf500 应用WearTuf500主要应用于采矿,矿石和回收行业。常见的用途如:重型矿车和自卸车车箱体,挖斗,铲刃, 破碎锤,破碎刀,破碎机,筛板和各种耐磨衬板零部件等。WearTuf500 尺寸WearTuf 500可供厚度范围为4.0-50.0mm。取决于钢板厚度,宽度可达3100mm,长度可达18000mm。WearTuf500 硬度保证值表面硬度:470-530HBW根据标准EN ISO 6506-1,表面布氏硬度的检测在钢板表面铣削0.5-2.0mm深度后进行。 最小中心硬度:钢板厚度20mm:表面硬度最小保证值,470HBW钢板厚度20mm:表面硬度最小保证值的95% (*)WearTuf500 冲击
2、韧性典型值45J/-40OC (-40节)根据标准EN ISO 148-1,在-40C下对三个平行于轧制方向的全尺寸V型槽冲击试祥(10X10mm2)进行检测,得到三个冲击功的平均值作为钢板冲击韧性()。WearTuf500化学成分(钢水熔炼成分:经经理细化和全脱氧处理,wt%)厚度(mm)CmaxSimaxMnmaxPmaxSmaxCrmaxNimaxMo maxBmaxCEV typicalCET typical4.0-12.00.270.601.200.020.011.000.500.300.0040.480.3412.1-25.00.290.601.500.020.011.300.700.500.0040.610.4125.1-50.00.290.601.600.020.011.300.900.600.0040.660.44WearTuf500机械性能典型值屈服强度抗拉强度延伸率Rp0.2RmA51250MPa1600MPa8%根据标准EN ISO 6892-1 ,拉伸检测沿垂直于钢板轧制方向进行。WearTuf500超声波检测根据标准EN 10160,对所有厚度6mm钢板进行
3、超声波检测,并且结果满足Class E2, S2要求。WearTuf500表面质量交货钢板表面质量满足且优于标准EN 10163-2 Class A级,Subclass3要求。 交货钢板采用低锌硅酸防锈车间底漆进行喷漆处理。如果客户要求,可以不喷漆交付。WearTuf500 热处理当环境温度超过250C时,钢板交付状态下的性能无法保证,所以WearTuf 400不适用千温度超过250C 的加工或应用。注:(*)钢板中心硬度定义为厚度方向的钢板中心区域25%厚度范和内的平均硬度位 (*)当钢板公称厚度12 mm 时,可使用小尺寸冲击试样钢板冲击功值与试样横截面积成 正当钢畴度 6mm时,不进行冲击检测.(*)当锅即引夏在4.0-12.0mm范图内时,按照隆英厚度交货,该公差严于标准EN 10029要求.加工性能折弯耐磨钢是为满足客户在成型性、精确性和生产效率上的高要求而制造的。WearTuf采用独特的成分设计 和生产工艺以获得最好的冷成型性能。附以严密的厚度公差控制、贯穿厚度方向性能的一致性以及优异的 表面质量,WearTuf400在成型过程中具备稳定的回弹,并能够保证在折弯到较小的弯曲
4、半径时不开裂。模具几何外形为保证钢板在整个折弯过程中始终与上模有良好的接触,推荐上模头部截面采用半圆形设计。实际操作中, 上模半径应选择不小于表1提供的品小弯曲半径值。轧制方向由于轧制过程产生的织构影响,钢板不同方向具有不同的折弯性能。当折弯线垂直于轧制方向(即横向折 弯)时钢板的折弯表现总是优于折弯线平行于轧制方向(纵向折弯)时的表现。因此,表1分别针对横向 折弯和纵向折弯推荐了各自最小弯曲半径值。表1WearTuf最小折弯半径值推荐厚度折弯方向最小弯曲半径,Rp(mm)最小值最大值WearTuf400WearTuf450WearTuf5003.07.9横向2.5*t3.0*t4.0*t纵向3.0*t3.5*t4.5*t8.019.9横向3.0*t3.5*t4.5*t纵向4.0*t4.0*t5.0*t20.060.0横向4.0*t4.5*t5.5*t纵向5.0*t5.0*t6.0*t表2抗拉强度WearTuf4001250WearTuf4501400WearTuf5001600焊接WearTu耐磨钢板采用低合金化设计,因此具有优异的焊接性能。在保证钢板硬度的同时,保持低碳当 量(CE
《WearTuf500隆英耐磨板WearTuf500切割WearTuf500》由会员新**分享,可在线阅读,更多相关《WearTuf500隆英耐磨板WearTuf500切割WearTuf500》请在金锄头文库上搜索。

小学二年级少先队学期工作计划范文
酒店项目开发策划书
华中科技大学软件学院软件工程硕士培养方案
城市商品房购房协议范文(7篇)

【精品】九年级化学下册第八单元海水中的化学到实验室去粗盐中难溶性杂质的去除同步测试鲁教版
数据库课设
读书节开幕词5篇
销售个人总结
农村山地租赁合同样本(三篇).doc
水库除险加固规章制度
北师大版数学【选修22】定积分的基本定理导学案含答案
某集团网站方案书多篇范文
年产锂离子电池隔膜配件项目资金申请报告写作模板
2023年精选美术教师教学工作总结集锦9篇
题库金属材料与热处理
财务成本管理全国统一考试试题(doc 40)
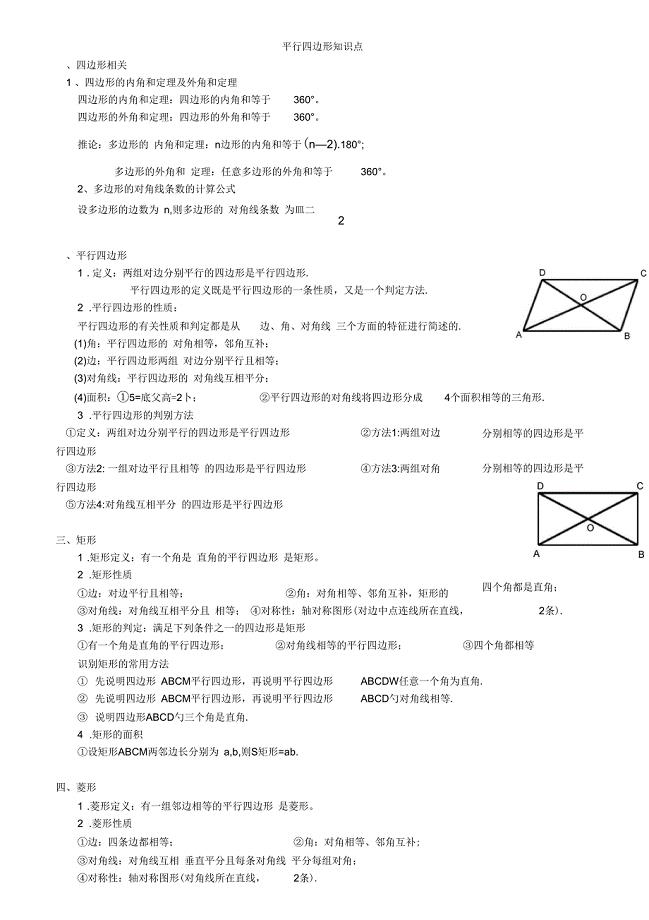
初二数学八下平行四边形所有知识点总结和常考题型练习题

教师培训工作总结范文(4篇).doc

励磁系统静态调试方案
执法室副主任竞聘演讲
 木工技师试题库
木工技师试题库
2023-05-11 9页
报考高职扩招的理由有哪些
2023-06-01 3页
六种吸附类型
2023-11-11 2页
车辆安全教育
2024-01-10 22页
Cesium电力工程三维巡检可视化系统设计与实现
2022-09-19 7页
某厂新建水源工程的取水泵站设计课程设计说明
2023-09-25 41页
柳宗元简介
2022-09-01 1页
公司活动宣传稿
2023-03-29 17页
服务器主板电源
2023-06-06 2页
林业草原防火智能可视化平台
2023-09-04 5页