
冷轧辊各种毛化工艺简介与激光毛化的比较
19页
1、冷轧棍各种毛化工艺简介与激光毛化的比拟(总10页)-CAL-FENGHAL-(YICAI)-Company One 1CAL本页仅作为文档封面,使用请直接删除1前言2外表粗糙度的研究2.1外表粗糙度的分类2.2对外表粗糙度的限制3各种毛化工艺的比拟3.1喷丸毛化技术3.2电火花毛化技术3.3激光毛化技术4激光毛化工艺的应用4.1激光毛化工艺可显著提升轧鶴使用寿命外表改性与细晶强化作用毛化形貌的耐磨作用外表应力松驰的韧化作用4.2对冷轧生产的作用预防轧制时“粘钢提升轧制速度和压下率减轻轧制“横纹消除退火产生的“粘连改善轧件外表质量在普通冷带轧机上实现异步轧制4.3提升产品使用性能改善深冲性能提升涂装性能和鲜映度改善抗摩擦性能新板型的开发1前言具有特殊外表形貌的冷轧薄钢板在制造业中有着广泛的应用,特别是在汽 车和家电产业中.在冷轧薄钢板的生产和应用研究中,人们发现冷轧板的一系 列外表形貌参数对钢板的冲压性、涂层后光亮度等工艺性能有重要影响,而冷 轧板的外表形貌在很大程度上又取决于冷轧生产过程中工作辗及平整辗的外表 形貌.实质上,轧制钢板的外表形貌是轧辗外表形貌的衰减性“拷贝.因此,研究、限
2、制冷轧轧辗及冷轧钢板外表形貌的轧襯毛化技术应运而生.轧辗毛化技术包括毛化钢板外表形貌与其工艺性能之间关系的研究、轧鶴毛化工艺过程的研究及毛化设备的研制.80年代以来,先进工业国家对轧辗毛 化技术进行了许多研究并付诸工业应用,随着汽车、家电等产业的开展,对冷 轧薄板提出了更高的品质要求.冷轧钢板的外表形貌和工艺性能研究发现,为了改善冷轧钢板的冲压性能 和涂层光亮度等工艺性能,描述冷轧板的外表形貌,要引入包括传统的外表粗 糙度在内的一系列参数作为判据.外表粗糙度Ra :毛化轧辐的Ra 般在l-10pm之间.Ra较大,有利于 改善短材的冲压性能和涂层牢固度,而Ra较小时,有利于提升板材涂层后的 光亮度.峰值密度PPI :定义为每英寸长度内高度大于1-27 m的外表峰值数.PPI 值越大,涂层粘着力越好.波度wca :钢板外表的凹凸不平呈不同波长的周期.以上几个参数中,既独立描述冷轧板的外表形貌,又彼此相互影响.其中 研究最多的是外表粗糙度Ra.2外表粗糙度的研究2.1外表粗糙度的分类冷轧带钢按其外表精加工方法可分为毛面的和光亮的两种.光亮加工可保持金属光泽象镜面那样光亮,可作为镀辂部件汽车、
3、自行 车、家庭用具的原板C由于加工后的外表粗糙度还受晶粒度的影响,需要使用 细晶粒8-10级的钢板.毛面加工的具有微细凸凹的外表,也称梨皮状加工,大局部冷轧带钢都属 这一类,细小的压痕有如下的特点:在冲压加工时,由于可储润滑油,故加 工容易;可提升涂料的粘着性;在带钢处理中不容易产生小的伤痕,即使 产生了也不明显.在毛面加工时,作为一般加工用,Ra值平均粗糙度以1.0微米左右较合 适,如电冰箱、煤气表外板、钢制家具等,其根本都不经受冲压加工,以电沉 积镀薄膜的较多.与这些相比,镀锌钢板和有色镀锌钢板毛面程度应较细.另 外,冲裁后的电动机铁芯,在以叠片形式进行热处理而无涂层时,为预防热处 理时的粘结不合格,常常使用较粗的毛面.板材的外表粗糙度对冲压加工性能 也有影响.在用高粘度润滑油的深冲加工中,从润滑油的稳定性,缺陷不明显 性等来看,可使用毛面加工的钢板.象浴缸那样,使用固态润滑剂时,从润滑 剂稳定性考虑,特粗的毛面较适宜.从镀层性能、涂层性能和加工性能来看,根据用途可详细地划分.参见下 表外表粗糙度范围用途外表 加工围粗糙度Ra值范光亮微米Ra0.1镀锡原板光亮加工加工 0JSRaS
4、02镀锯用0.2Ra0.3毛面Ra0.5加工 0.5Ra1.01.0Ra1.52.0Ra2.52.5Ra3.03.0Ra汽车部件类:挡板,反射镜、灯摩托车、自行车部件类:挡泥板、 消音器、轮圈、齿轮家庭园艺用具:移苗器、耙子建材、家具:栅栏、窗户框、管镀锡原板毛面加工涂层用镀锌:热镀锌、电镀锌彩色、其他:彩色、乙烯基涂层轻加工用家庭电气用品外板:电冰箱,煤气 表刻度盘,洗衣机钢制家具:书架、桌子,金柜汽车外板部件:车盖、车顶、门外 板一般加工用冲压加工用汽车内板部件;地板、门里板车轮 罩铁芯片用电气用品:变压器铁芯、电动机铁 芯深冲加工用浴缸:西式、曰本式浴缸 般用品:灭火器、搪瓷冲洗台、 机压印 小花纹花纹加工40Ra80中花纹60Ra100大花纹80Ra130小花纹种类:麻纹、皮纹中花纹种类:小皮纹、中皮纹、布 纹,箭翎形大花纹种类:大皮纹,塔形花纹、泡 纱形2.2对外表粗糙度的限制冷轧带钢外表粗糙度一般通过平整轧制的轧辗进行限制.平整轧制时,毛 面鶴或者平滑鶴的外表特征会压印到带钢上,一般来说,粗糙度压印率为20- 40%.下面这些条件决定着带钢的外表粗糙度.(a) 轧辗的粗糙度
《冷轧辊各种毛化工艺简介与激光毛化的比较》由会员hs****ma分享,可在线阅读,更多相关《冷轧辊各种毛化工艺简介与激光毛化的比较》请在金锄头文库上搜索。
《生活在世界各地的华人》教案
2023年愚人节的恶作剧作文
电视剧市场总体分析报告
会飞的教室读书笔记
读书体会的作文300字锦集9篇
月末工作总结
大气污染控制学 (4)
并联电路特点归纳总结
公文收发及文编写管理制度
2023年美术教师实习自我鉴定汇编10篇
关于开展妇女节活动方案范文
伤口处理及创伤基本重要急救技术
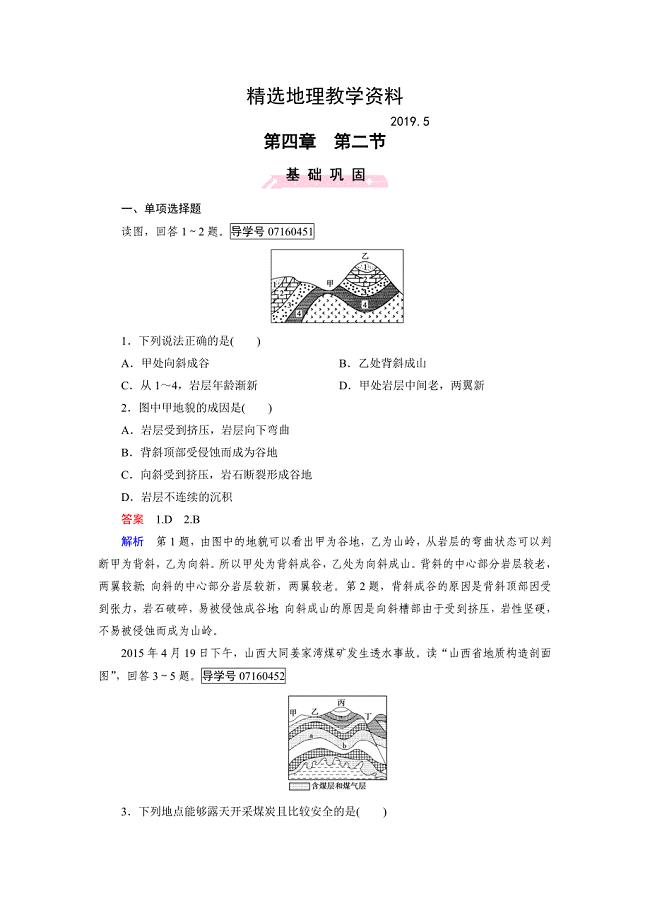
【精选】高中地理必修1人教版习题:第4章 地表形态的塑造 第2节
14应有格物致知精神
安全许可证资料
公司个人年终工作总结样本(九篇)
解析2022年人教版初中数学七年级下册第七章平面直角坐标系单元测试练习题(含详解)
坐便器项目可行性研究报告-用于立项备案

23、难忘的一课

高热量食物一览表
 大班第一学期幼儿评语
大班第一学期幼儿评语
2022-08-17 13页
小故事广播稿范文
2023-04-28 3页
信用社(银行)机构高级管理人员履职考核办法
2023-05-10 16页
冬天的小学日记集合八篇
2024-01-01 8页
足球社团工作计划
2023-03-30 126页
工作检讨书集合15篇
2023-01-27 24页
学校教学工作总结15篇
2024-01-20 60页
学生不写作业检讨书
2023-08-20 31页
质量保证措施专项施工方案4
2023-07-22 4页
关于科幻作文汇编十篇
2023-10-11 12页