
循环水管道焊接作业指导书
20页
1、 目录一、 工程概况、工作量.2二、 编制依据和相关文件.2三、 劳动力安排.3四、 作业准备工作及条件.3五、 施工方法、步骤及作业程序.7六、 质量目标、措施及要求.11七、 焊接危险点分析及控制措施.15八、作业的环境要求.18一、工程概况、工作量1.1工程概况: 大唐准东五彩湾北一电厂2660MW机组工程循环水管道焊接由我工程部承当现场施焊。循环水管道主体局部材质为国标的Q235B钢板和槽钢。所有焊缝必须保证部质量和外观工艺,且无咬边、夹渣、气孔等任何缺陷。循环水管道焊接采用手工电弧焊和埋弧自动焊施焊,确保焊接质量。循环水管道施工焊接工作量大,因此应制定严格的焊接工艺,进展严格的施工管理,以确保施工质量。1.2工作量主体材质:Q235B总工程量:约3600T名称管径及壁厚材质单位数量焊接钢管D8209DN800Q235B米56焊接钢管D102012DN1000)Q235B米16焊接钢管D222014(DN2200)Q235B米61焊接钢管D302016DN3000Q235B米260焊接钢管D302018DN3000Q235B米188二、编制依据和相关文件2.1?火力发电厂焊接技
2、术规程?DL/T 869-20122.2?焊工技术考核规程?DL/T 679-20122.3?电力建立施工及验收技术规?管道篇DL5007-922.4?火电施工质量检验及评定标准?焊接篇、1996年版2.5?电力建立平安工作规程?火力发电厂局部、DL5009.1-20142.6?焊接工艺评定规程?DL/T 868-20042.7?钢构造工程质量验收规?GB50205-20012.8工程建立标准强制性条文电力工程局部执行局部2.9?火力发电厂焊接技术规?DLT-8693、西北电力建立工程焊接工艺卡规参数3.1防止电力生产重大事故的二十五项重点要求3.2相关施工图及相关工艺评定三、劳动力安排3.1 劳动力安排:技术员1人、平安员1人、质检员1人、焊工3人、卷板4人、运输3人、对口3人、打磨2人。四、作业准备工作及条件4.1技术准备:施工图纸齐全,由技术负责人组织技术员进展与循环水管道焊接施工相关的图纸审核,并由工程部工程管理部门组织与该项焊接工作相关的专业人员进展图纸会审,图纸经会审无误。技术措施已确定,经专业工地技术负责人、工程部专业技术负责人审核批准。焊接工艺规程按相应焊接工艺评定编制
3、完毕,完成审批。技术人员按照工艺规程,对施工人员进展技术、质量、平安交底,并进展交底双签字。参加循环水管道焊接工作的焊工必须持有焊工证件,即技术监视局证,按照合格工程适用围从事焊接工作。4.2作业工机具:序号名 称规 格单位数量备 注1半自动气体保护焊机NB-500IGBT台42焊条烘干箱ZYC-150台1带恒温箱3电动角向磨光机125台64电动角向磨光机150台55焊缝检验尺把26自动埋弧焊机ZD5-1000/1250台27等离子切割机LGK8-100台28卷尺10M卷109钢卷尺50M卷24.3材料要求:焊接材料供货及时,进入现场严格检查质量合格证书及出厂日期,经复查合格前方可进入库存。焊接材料储存库应通风良好,保持枯燥。焊材存放时应距地面、墙面大于300mm,以防吸潮。焊接材料存放在温度在10-25、相对湿度不超过60%的专用库房,并设专人统一管理、烘焙和发放。焊条应按说明书的要求进展烘干,同一炉烘干的焊接材料的烘干参数应一样,应按照焊材的牌号、批号、规格分层烘干。每一层烘干的焊接材料应均匀堆放,堆放不宜过厚。不得在同一枯燥层烘干不同牌号的焊接材料。一般酸性焊条烘干温度为350恒
《循环水管道焊接作业指导书》由会员M****1分享,可在线阅读,更多相关《循环水管道焊接作业指导书》请在金锄头文库上搜索。
物联网背景介绍
城市房屋拆迁补偿安置合同范文(8篇)
广元射频收发芯片项目投资计划书模板
国家开放大学电大《知识产权法》形考任务3-4试题及答案
小区物业经理工作计划参考范本(三篇).doc
管理创新考试小抄
教案it'sonthedesk
高三教研组个人工作总结范文
移动互联网背景下体育健身类App地现状及对策研究
2023年人力资源管理试卷全套
畜禽养殖场守法规则
语文教研组工作总结标准范文(三篇).doc
数学概念教学中学生思维品质的培养
电子科技大学21秋《局域网与城域网》复习考核试题库答案参考套卷93
几年技术工作总结
护士年终述职报告范文汇编5篇
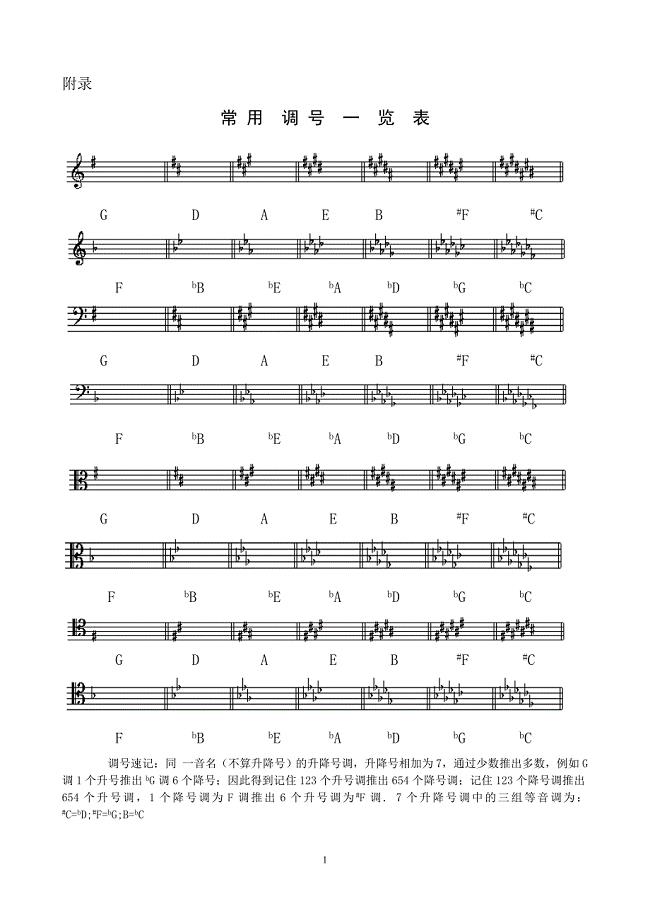
常用调--号--一--览--表及调号速记
物业消防安全制度展板
应用语言学概论(于根元)课后练习及答案重点讲义资料

高校军训成果个人总结
 大班上学期科学教案《会转的花》.doc
大班上学期科学教案《会转的花》.doc
2023-02-27 15页
高三上学期班主任的工作计划标准模板(二篇).doc
2022-12-27 8页
《长袜子皮皮》的读书心得3篇(长袜子皮皮读书笔记)
2023-10-16 5页
参观长沙科技馆总结
2023-07-25 3页
小区物业经理工作计划参考范本(三篇).doc
2023-11-29 11页
海洋——21世纪的希望第2课时 教案教学设计
2022-08-02 3页
毕业设计论文基于单片机的LED汉字显示屏软件设计与制作含电路图
2023-02-16 27页
值得回味的经典晚安心语:你所厌恶的现在是未来的你回不去的曾
2024-01-09 8页
管理学培训课程
2022-11-08 63页
关于幼儿园个人教学工作方案4篇
2023-09-04 11页