
油封钢圈拉深模具设计毕业设计论文
28页
1、冲压课程设计(油封钢圈) 学 校 :安徽农业大学经济技术学院 专 业 :10机制(2)班 姓 名 : 学 号 :10530076 完成日期:2013年12月5号油封钢圈拉深模具设计摘要:油封钢圈拉深模具的设计是集落料、拉深、冲孔三道工序为一体的复合型模具。经过一些相关资料的查询,推算出该型号的油封钢圈可用复合模具一次成型。并且采用复合模具大大提高了生产效率,产品的质量也能达到所需要求。此套模具的设计一共分为两部分:第一部分,先对零件进行工艺分析,接着对工艺方案进行了比较,最终确定采用拉深复合模加工制件工艺方案。第二部分,设计模具的结构,首先计算主要工作零件的尺寸,选取合适的模具外形尺寸,确定凹凸模工作部分尺寸。然后确定进料方向以及定位方式。确定卸料方式。最后根据各个部件的不同要求制定加工工艺。关键词:复合模;分析计算;模具结构设计;制定工艺0.前言模具在现代生产中,是以其特定的形状通过一定的方式使原材料成形,是各种工业产品制造的重要工艺设备。模具设计制作的要求是:尺寸精确、表面光洁;结构合理、生产效率高、易于自动化;制造容易、寿命高、成本低;设计符合工艺需要,经济合理。 模具结构设计和
2、参数选择须考虑刚性、导向性、卸料机构、定位方法、间隙大小等因素。模具上的易损件应容易更换。在大批量生产中应采用高效率、高精度、高寿命的模具。冲压拉深复合模,可采用硬质合金作为镶块,以提高寿命。在小批量生产和新产品试制中,应采用结构简单、制造快、成本低的简易模具,如组合冲模、薄板冲模、聚氨酯橡胶模、低熔点合金模、锌合金模、超塑性合金模等。模具已开始采用计算机辅助设计(CAD),即通过以计算机为中心的一整套系统对模具进行最优化设计。这是模具设计的发展方向。 冷作模具长时间使用后必须磨刃口,研磨后刃口面必须进行退磁,不能带有磁性,否则易发生堵料。弹簧等弹性零件在使用过程中弹簧最易损坏,通常出现断裂和变形现象。采取的办法就是更换,在更换过程中一定要注意弹簧的规格和型号,弹簧的规格和型号通过颜色、外径和长度三项来确认,只有在三项都相同的情况下才可以更换。模具使用过程中冲头易出现折断、弯曲和啃坏的现象,冲套一般都是啃坏的。冲头和冲套的损坏一般都用相同规格的零件进行更换。冲头的参数主要有工作部分尺寸、安装部分尺寸、长度尺寸等。紧固零件,检查紧固零件是否松动、损坏现象,采取的办法是找相同规格的零件进行
3、更换。压料零件如压料板、优力胶等,卸料零件如脱料板、气动顶料等。保养时检查各部位的配件关系及有无损坏,对损坏的部分进行修复,气动顶料检查有无漏气现象,并对具体的情况采取措施。如气管损坏进行更换。冲压模具技术的发展应该为适应模具产品“交货期短”、“精度高”、“质量好”、“价格低”的要求服务。达到这一要求急需发展如下几项:(1)全面推广CAD/CAM/CAE技术,模具CAD/CAM/CAE技术是模具设计制造的发展方向。随着微机软件的发展和进步,普及CAD/CAM/CAE技术的条件已基本成熟,各企业将加大CAD/CAM技术培训和技术服务的力度;进一步扩大CAE技术的应用范围。计算机和网络的发展正使CAD/CAM/CAE技术跨地区、跨企业、跨院所地在整个行业中推广成为可能,实现技术资源的重新整合,使虚拟制造成为可能。 (2)高速铣削加工,国外近年来发展的高速铣削加工,大幅度提高了加工效率,并可获得极高的表面光洁度。高速铣削加工技术的发展,对汽车、家电行业中大型型腔模具制造注入了新的活力。(3)模具扫描及数字化系统,高速扫描机和模具扫描系统提供了从模型或实物扫描到加工出期望的模型所需的诸多功能,
4、大大缩短了模具的在研制制造周期。工件的零件图:如图1-1所示生产批量:大批量材料:08钢材料厚度:1.8mm 图1-1 工件图1拉深件工艺性分析(1)拉深工序:落料、拉深、冲孔;(2)材料分析:为08钢,此钢的抗剪强度310MPa;抗拉强度为390MPa;伸长率为32%。此种材料有足够的强度,具有良好的冲压性能,适合冲裁拉深。(3)结构分析:结构相对简单,拉深件底部圆角r1=4mm大于工件的料厚,无需加整形;工件的中间的底孔径d=9mmd1-2r1(d1拉深件内圈直径21.4mm,r1拉深件底部圆角4mm)可以拉深冲孔一次成形。(4)精度分析:精度等级为IT6到IT7之间,为保证精度,取IT6精度,精度要求较高。根据尺寸8.5的公差为0.2,查表公差等级为IT8,精度要求较高。用较精密的冲压拉深即可完成。(5)结论:此工件形状简单,所用材料及厚度和尺寸精度要求均适合拉深成形工艺要求,所以采用拉深成形工艺,不但可以提高零件的强度和刚性,还可以取得更好的经济效益。2拉深工艺方案的确定工艺方案对照见表2-1。表2-1 工艺方案的比较比较项目序号工艺方案排除或选择理由单工序模1单工序模:落料拉
《油封钢圈拉深模具设计毕业设计论文》由会员m****分享,可在线阅读,更多相关《油封钢圈拉深模具设计毕业设计论文》请在金锄头文库上搜索。
实施“全面+个性”学生发展的新教学改革
销售合同范文汇编六篇
2022货物运输车辆租赁合同
水系景观施工方案
2022年贫困生代表发言稿
的地得练习100题及用法说明
二年级书香班级计划范文(2篇).doc
安全操作规程之爆破工操作安全规程
项目管理13.项目报建、审批管理程序

极限OA功能说明
离心式空气压缩机安全操作规程
最新电力工程安全工作报告
铝合金低碳钢铸铁三种材料力学性能的异同精编资料

高中家长会校长发言稿3
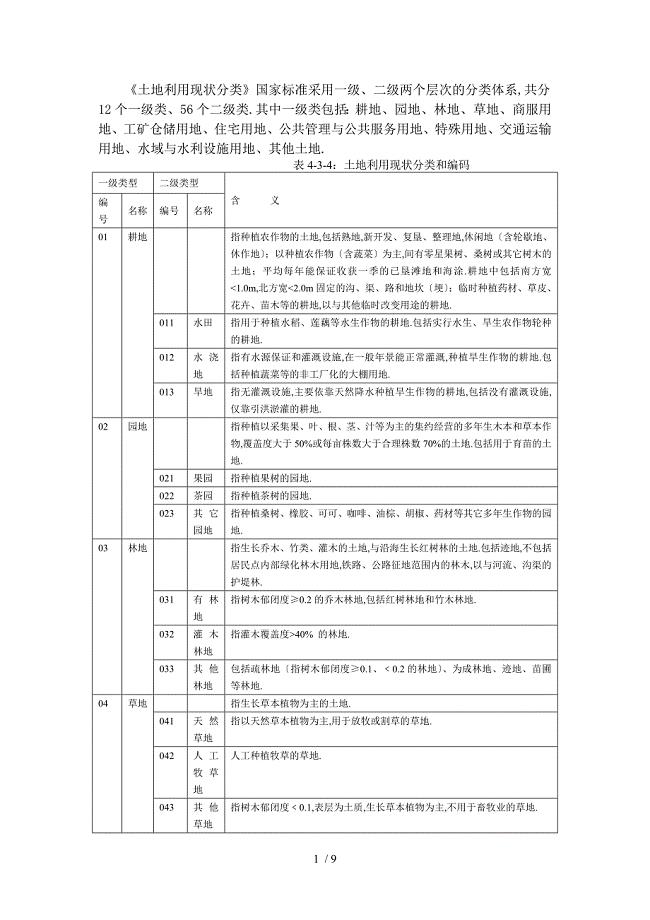
土地利用现状分类和编码
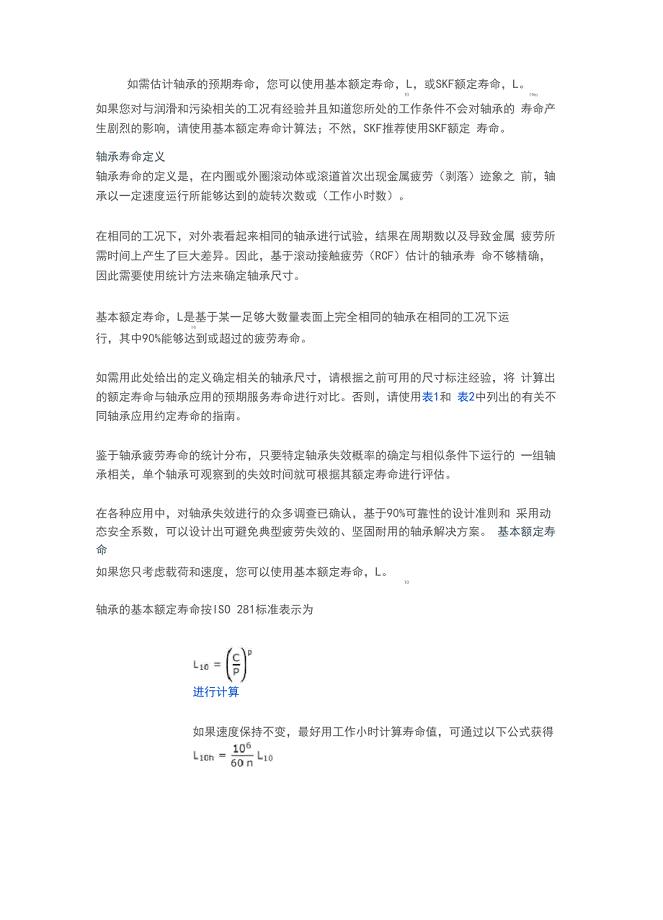
SKF轴承寿命载荷定义与计算
个人校本教研工作计划(二)
石膏板隔墙施工方案
六月毕业季中学生发言稿
2023初一班主任德育工作计划模板(七篇).doc
 媒体对新生代农民工形象建构存在的问题及改进路径
媒体对新生代农民工形象建构存在的问题及改进路径
2023-09-08 5页
某水库枢纽病害整治工程施工组织设计
2023-02-26 47页
探究自动化技术在煤矿机电设备中的应用
2022-12-04 5页
论当下事业单位的成本管理成本管理
2022-08-13 4页
高职院校学生工作内涵式发展的思考
2023-12-21 4页
艺术类当代工艺美术设计的创造性
2023-07-31 4页
大班数学教学中存在问题的研究
2022-08-31 5页
浅谈大坝混凝土的裂缝产生原因分析与应对措施
2022-12-20 7页
浅谈急性脑出血输液治疗护理实践标准
2022-12-27 8页
生本教育 理念下的初中英语教学的论文
2022-12-01 8页