
循环链码使用、运行维护说明书
13页
1、Qtony动态循环链码校验装置吏用、运彳亍维护说明书TONY1. 概述32. 产品分类33. 工作原理34. 结构特征35. 技术参数46. 安装调试47. 使用和操作88. 故障分析与排除99. 维护与保养1010. 选件101. 概述对于电子皮带秤的标定,多数采用实物标定。此种方法需要大量的人力物力配合,但对大流 量的皮带秤现场标定比较困难。我公司为了解决电子皮带秤的动态标定问题,开发了一种能 够模拟实际物料运行工况的循环链码校验装置,以便于对电子皮带秤进行校验和使用中检 验。2. 产品分类2.1循环链码数量:循环链码分单链、双链、三链和四链,分别对应不同的输送带宽和用户 的个性化要求。2.2循环链码重量:覆盖10200kg/m的选择范围,满足0.52.2m带宽的皮带秤校验。2.3链码长度:可适应不同托辊数量和称量段的皮带秤架。3. 工作原理TC系列电子皮带秤动态校验装置共有四部分组成,分别为标准循环链码、循环链码机架、 升降系统、控制显示系统。整套系统进行信号采集、计算、处理、控制、显示。控制部分采 用可靠的的PLC控制器进行控制,配置的高精度积算仪表能在就地显示链码校验装置的状
2、 况;系统通过采集速度信号计算并显示标准链码的瞬时流量和累积流量,同时采集电子皮带 秤的信号进行同步显示,从而对皮带秤的示值进行校准;系统具有对链码校验装置进行远程 启/停控制的功能。如果选配远程上位系统,可完成远程操作监控和校验的全过程。4. 结构特征4.1标准循环链码每套装置的每条链码由标准链节组装构成;每条链节190个码块;标准码块为方柱形结构,相互间用链条连接。码块采用特殊材质制作,其表面经精加工和特殊工艺处理。4.2循环链码支架安装在现场的皮带机上方,布置在皮带秤的上方约1.5m的高度内。对链码、转动机构和提升机构进行支承。4.3速度传感器:采用高精度的光电编码器。输出脉冲:100脉冲/转4.4控制系统对整套系统进行信号采集、计算、处理、控制和显示。控制部分包括显示器、PLC、电器元件和控制箱等部件。4.5升降系统升降系统采用水平涨紧结构,用电动推杆驱动活动齿轮与链码;系统装置可进行自动收放;通过控制柜上的按钮可自动进行链码升降操作5. 技术参数5.1系统参数动态累计重复性:0.1%动态累计系统误差:0.05%累计分度值:10kg电源电压:AC380V 三相五线制电源频率:5
3、0Hz设备总重:约3800Kg适应输送带宽度:5002200mm适应出力范围:100 10000t/h整机消耗功率约315kW5.2升降系统参数:型式:水平涨紧电动推杆功率:3.0-5.5kW行程:800-1000mm5.3显示仪表型式:LCD显示误差:0.01%显示分度值:10Kg6. 安装调试6.1安装安装前的准备工作之后,安排装置各部件的运输。应特别注意在搬运过程中防止这些部件对 人员的伤害。为了便于处理,大的链码通常被分成几段,在使用之前被重新组合起来,安装 在输送机架上。为了抬起链码,一些常用的机械设备、工具是必不可少的。链码安装在转动装置的钢结构支架上。钢结构支架安装位于平坦或倾斜的输送机上,布置在 皮带称的上方,链码靠自重下落置于皮带上。6.1.1机械部分的安装步骤 6.1.1.1动态循环链码机架安装把固定支撑架安装在预埋件位置。连接方式:焊接。支撑架之间螺栓连接。第一步:将最左端的门式支腿立在预埋好的地基钢板上,并用脚手架固定。(立柱处只在右侧有拉杆安装孔) 第二步:将中部的门式支腿立在预埋好的地基钢板上,并用脚手架固定。(立柱处两侧都有拉杆安装孔) 第三步在两门式支腿
4、之间安装拉杆及加强筋。第四步:同上步骤安装第三个门式支架及拉杆。第四步:同上步骤安装其它门式支架及拉杆。第五步:安装两边链轮,。6.1.1.2提升机构: 第一步:将电动推杆固定支座安装在右侧机架横梁处。第二步:将电动推杆与固定支座相接。第三步:旋起电动推杆,并推动浮动推链车使电动推杆的头部铰链与小车的固定铰链相联接, 并用开口销将铰链销轴固定。6.1.1.3托辊安装: 托辊机架上直接焊接托辊,按照图纸要求调整准直度。6.1.1.4链码安装随货发运的是每条链码节,按照“同字母标识为同一套的链码,同色标识为同一条链码” 的原则组装,链节和链节之间为销轴链节,组装比较方便。链码结构第一步:将每一条的链码条一一的连接起来,组成长19m左右的一整条。 第二步:将链码平放在皮带上,并将一端挂在主动链轮轴的链轮上。第三步:手攀链轮轴,使链码慢慢的提起,并逐步担在托辊上。第四步:继续提起并经过从动链轮,(此时浮动推链车放在最左位置一一链码不提起的状态) 使链码重新回到皮带上。第五步:在皮带上,将两个链码端头连接起来。第六步:循环链码安装完成后应达到的技术要求:链条运动要平稳,无跳动,无噪音。链条与链轮
《循环链码使用、运行维护说明书》由会员夏**分享,可在线阅读,更多相关《循环链码使用、运行维护说明书》请在金锄头文库上搜索。
中国体育产业发展研究
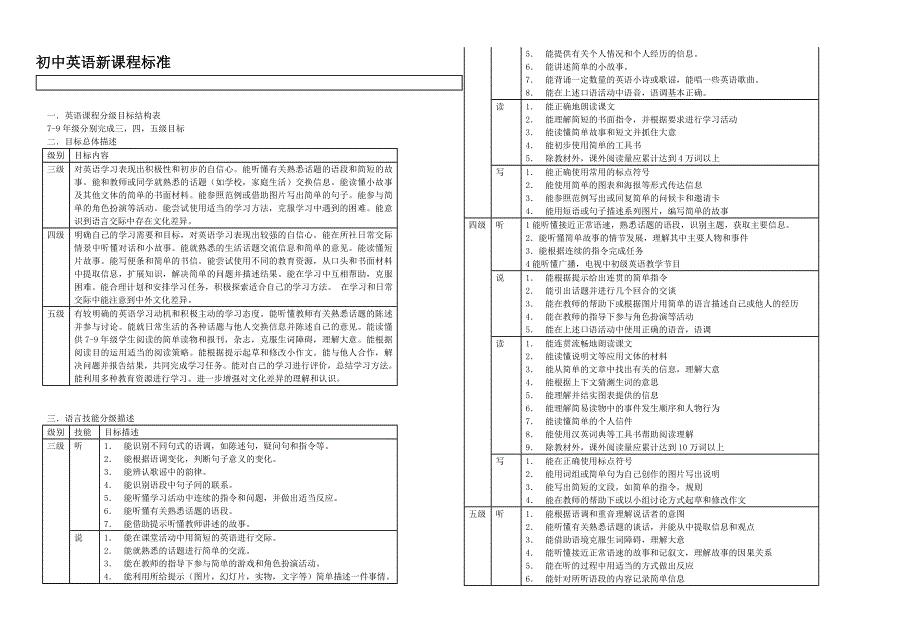
初中英语新课程标准
优秀护士个人工作总结
邯郸光伏照明项目招商引资方案
证券投资风险与最优投资方案
2023班主任工作总结范文(3篇).doc

2023人事个人总结(3篇).doc
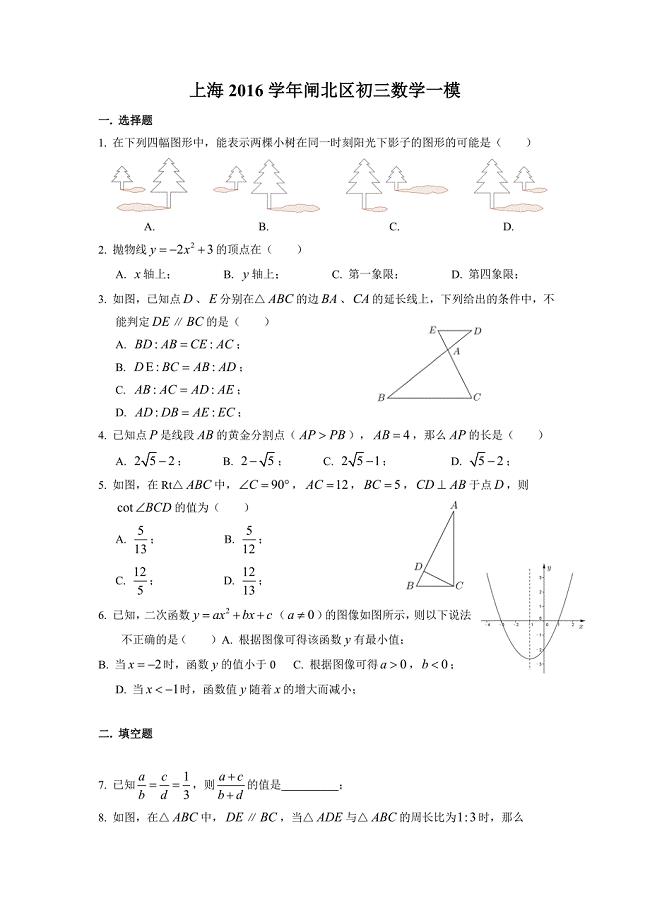
2016年闸北初三数学一模卷含答案
2023年社区开展“党员先锋”引领月活动总结
高一语文必修三字词语文必修三字词拼音
医疗废物暂存要求
地球日主题演讲稿
粉针剂的溶媒选择
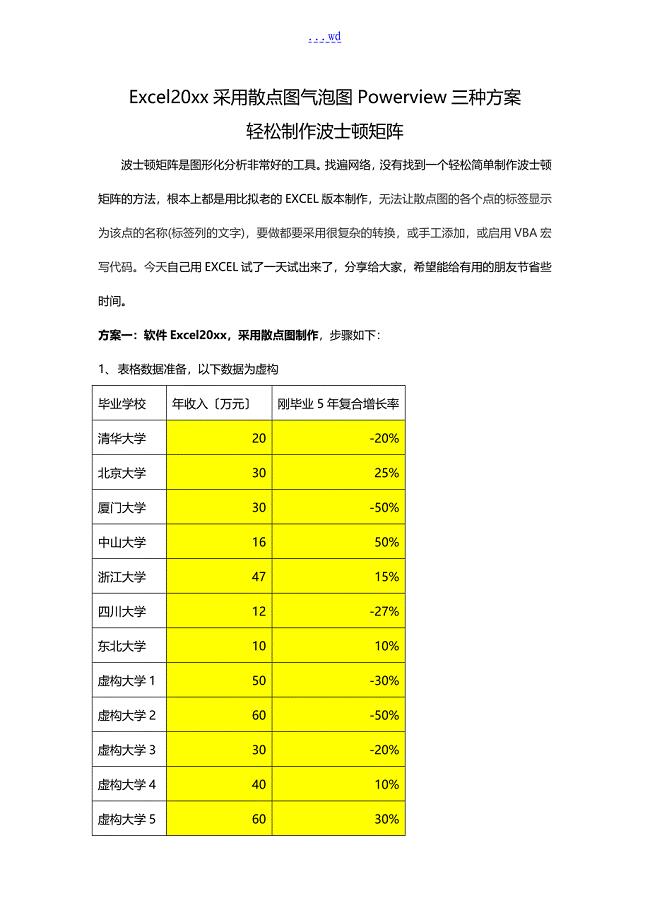
Excel2013年采用散点图气泡图Powerview三种方案轻松制作波士顿矩阵

巨峰葡萄种植与管理
详解八字中《藏干与十神》Word版
植树节争做环保小卫士作文500字6篇
一帮一活动总结
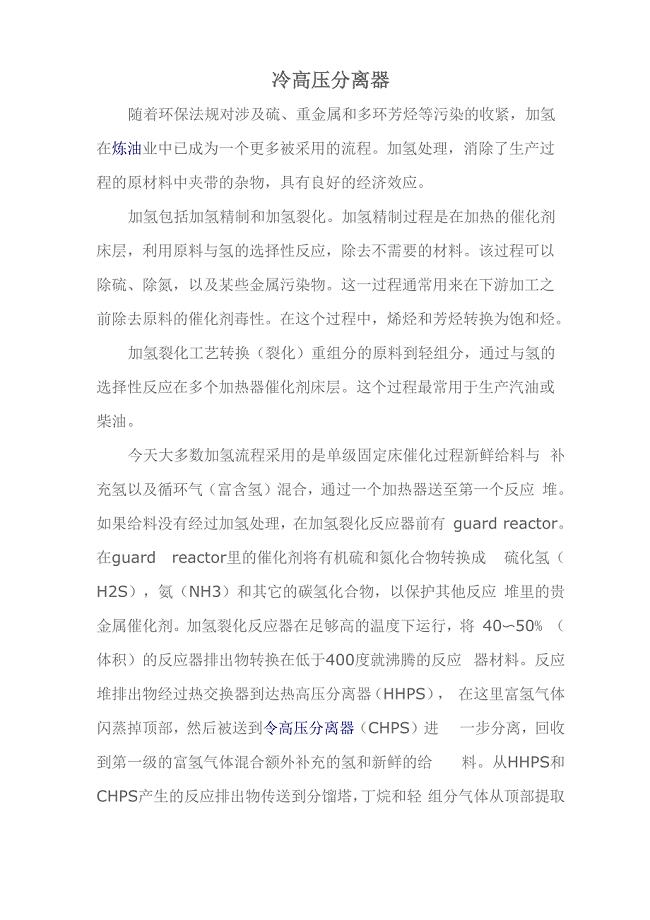
冷高压分离器 技术
黑龙江省哈尔滨第九中学高三10月月考英语试题及答案
 2020年新员工个人工作表现自我总结范文
2020年新员工个人工作表现自我总结范文
2022-10-09 5页
物权法知识竞赛题库
2022-09-16 21页
参数测试方法
2022-12-12 22页
大栅栏 “北京坊”将建8座新建筑
2023-12-08 3页
员工借款合同
2023-03-16 12页
不锈钢彩钢聚氨酯保温板彩钢聚苯乙烯夹芯板采购安装合同模板
2024-02-07 13页
沙漠环境下的植树造林方法
2023-06-02 1页
装配式建筑结构中的叠合板施工技术
2023-02-28 4页
通风空调节能工程施工方案
2023-11-02 8页
校核人的职责
2023-09-16 3页