
氮气保焊接的影响
7页
1、N2保护对无铅波峰焊Sn-07Cu焊料的润湿性影响及其在焊接工艺中的应用赵智力1,钱乙余,李忠锁2(哈尔滨工业大学现代焊接生产技术国家重点试验室,黑龙江,哈尔滨150001日东电子发展(深圳)有限公司无铅焊接研发中心,深圳,518103)摘要:以Sn-0.7Cu焊料、免洗助焊剂为试验材料,采用SAT-510C可焊性测试仪对不同温度不同N浓度条 件下的润湿性进行测试。结果表明,实施N保护大大改善焊料润湿性,分析润湿机理,阐明N2保护下润湿 性改善的原因,指出N保护的意义还在于拓宽生产工艺窗口,使得工艺参数可在更大范围内调整。2关键词:n保护;润湿性;工艺窗口Experimental Studies on wettability of sn-0.7Cu in lead-free wavesoldering under the protection of Nitrogen and its applicationWang Hong-Qin,Zhao Zhi-li,Qian Yi-Yu,Li Zhong-Suo(Harbin Institute of Technology,Harbin,1500
2、01,China)Abstract: Wetting performance is measured by Solder Checker SAT-5100 under nitrogen atmosphere of different concentration with Sn-0.7Cu solder and no-clean flux .The results showed that wetting performance is improved greatly since the using of Nitrogen. In addition, the article analyses the mechanism of wetting and illustrate the reason that wetting performance is improved in the presence of N 2. Besides that function of improving wetting, Utility of N 2 can widen the process window an
3、d then the process parameter could be adjusted in a larger range。Key words: N2 production; Wetting performance; Process window目前,人类对环保和自身健康日益关注的 结果在电子工业中的反映,就是无铅化生产强 制法规的出台和绿色环保电子产品的畅销,无 论从那一方面来说,近期内电子工业必须转向 并实现无铅化生产,中国自然也不例外。同传统的Sn-Pb焊料相比,目前可用的无 铅焊料具有熔点高、润湿性差等特点。钎焊设 备的无铅化是电子产品无铅化技术的重要组成 部分,如何从设备角度减少无铅焊接过程中产 生的较多的润湿不良(虚焊)、桥联等焊点缺陷, 开发出适应无铅焊接的工艺及设备,是设备制 造商非常关注的问题。但是保护对工艺过程 的改善和技术必要性还经常被质疑,因此,N 保护对焊接质量的影响就需要一些的定量的数 据来支持。钎焊时,熔融钎料对基体金属润湿形成近 距离接触界面,界面上基体金属和钎料相互作 用才会形成实现连接所必须的界面化合物层 或合金层,因此,润湿是钎焊的前提条件,
4、因 此润湿性是评价钎接焊点质量的关键因素。Sn-0.7Cu焊料价格低廉,原料供应充足, 具有良好的力学性能和焊点可靠性,是无铅波 峰焊中最具潜力的无铅钎料。本实验主要是 针对Sn-0.7Cu焊料的波峰焊,根据润湿平衡方 法,对空气和不同条件下的润湿性的两个主 要评价指标,即润湿时间和润湿力进行定量测 量,考察n2保护对其润湿性的影响。测量结果表明,充填n2使润湿时间大大减 少,润湿性得到改善,从而使得降低焊接时的 过热温度、减少助焊剂用量等成为可能,扩大 焊接的工艺窗口。1试验条件1.1试验设备一图1可焊性测试仪本实验采用 日本 Rhesca公司Solder Checker SAT-5100型可焊性测试仪,该测量仪 是依据润湿平衡法原理来测定不同材料(焊料 合金,助焊剂,母材、组合条件下的润湿铺展 能力的仪器。该设备的试验锡槽上方特别配有 氮气保护腔,用于评价氮气对可焊性的影响。氮气浓度控制采用日本Daiichi Nekken公司的 TB-SI-SS型氧气分析仪,测量范围为O.lppm-25%。零交时间越短,润湿过程发生越迅速;最大润 湿力越大,说明对母材的润湿程度越大,沾锡量越 多3
《氮气保焊接的影响》由会员公****分享,可在线阅读,更多相关《氮气保焊接的影响》请在金锄头文库上搜索。

2023小学班主任个人工作总结(2篇).doc
好用的话题作文300字合集6篇
项目部施工经理先进事迹材料
2022学前教育专业求职自荐信
沟通能力测试题
安全协议书范文七篇
意外事故的防范措施和应急预案
幼儿园大班语言活动教案:青蛙卖泥塘

幼儿园教师教研活动工作总结(2篇).doc

多波束测深技术在护岸工程运行监测中的应用
年产1500吨珠光颜料项目可行性研究报告
2023年医院护士工作计划格式范本(2篇).doc
从雷曼兄弟破产看实质重于形式
物流发展有关材料
自主探究论文:如何让学生自主探究数学
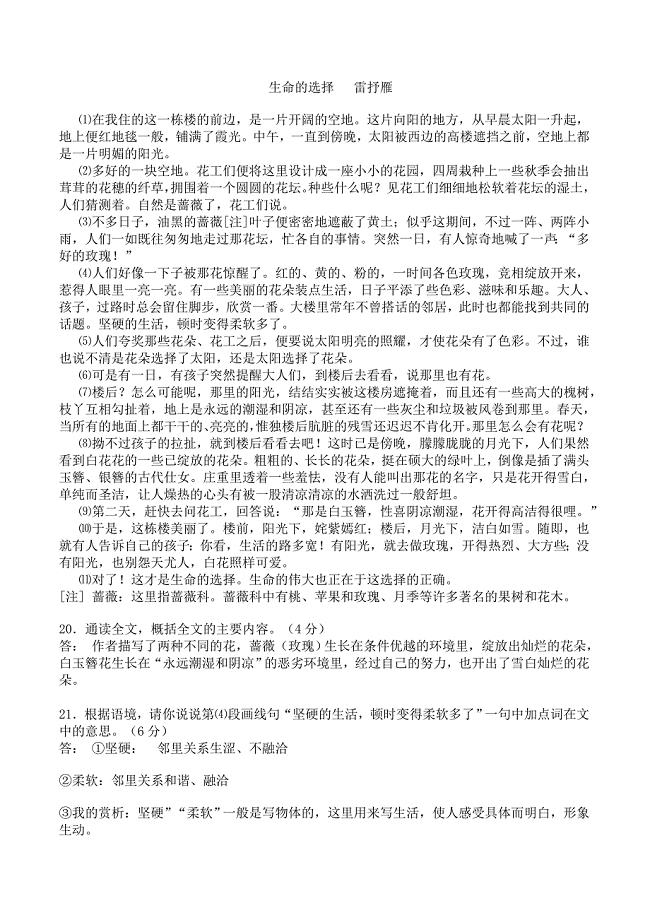
阅读片段生命的选择及答案雷抒雁
面试掌握这3个技巧赢得offer
钢与混凝土组合梁弹性设计方法在工程中的应用
DSP+FPGA在高速高精运动控制器中的应用
教师教育精准扶贫工作总结-教师扶贫学期小结
 中职学生心理健康现状及对策分析
中职学生心理健康现状及对策分析
2023-11-11 4页
土工布工程施工方案完整
2022-10-13 22页
防火灾安全教育总结
2023-04-22 7页
反无人飞机技术方案
2023-04-01 12页
有限元分析材料参数
2022-09-28 13页
墩柱工程施工方案完整
2023-06-17 50页
结算方式 对比表
2023-02-13 1页
儿童保健岗位职责
2023-04-07 12页
广益互动营销智能DSP平台概要
2023-01-19 32页
公路塌方施工方案
2024-02-07 18页