
等臂杠杆及夹具说明书(共32页)
32页
1、目 录机械制造技术课程设计任务书题目:设计杠杆零件的机械加工工艺规程及钻28孔工序的专用夹具内容:(1)零件毛坯合图 1张 (2)机械加工工艺规程卡片 1套 (3)夹具装配图 1张 (4)夹具体零件图 1张 (5)课程设计说明书 1份原始资料:该零件图样一张;生产纲领为8000件/年;每日一班。2016年10月31日前言机械工艺与夹具技术被引入工业领域已经有一百多年的历史了,随着工业的迅猛发展机制工艺与夹具技术更加日新月异。伴随着数学、控制理论计算机、电子器件的发展,出现了机制工艺与夹具技术系统,并作为一门应用科学已发展成熟,形成了自己的体系和一套行之有效的分析和设计方法。机械制造工艺学课程设计是在学完了机械制造工艺学(含机床夹具设计)和大部分专业课,并进行了生产实习的基础上进行的一个教学环节。这次设计使我们能综合运用机械制造工艺学中的基本理论,并结合生产实习中学到的实践知识,独立地分析和解决工艺问题,初步具备了设计一个中等复杂零件(杠杆)的工艺规程的能力和运用夹具设计的基本原理和方法,拟定夹具设计方案。通过这次课程设计与学习,使我能对制造活动有一个总体的、全貌的了解与把握,能掌握金属
2、切削过程的基本规律,掌握机械加工的基本知识,能选择加工方法与机床、刀具、夹具及加工参数,具备制订工艺规程的能力和掌握机械加工精度和表面质量的基本理论和基本知识,初步具备分析解决现场工艺问题的能力。了解当今先进制造技术和先进制造模式的发展概况,初步具备对制造系统、制造模式选择决策的能力。机制工艺与夹具技术的应用非常广泛,如一般工业用的塑料加工机械、压力机械、机床等,行走机械中的工程机械、建筑机械、农业机械、汽车等,钢铁工业用的冶金机械、提升装置等。应该提及的是,近年来,世界科学技术不断迅速发展,各部门对机制工艺与夹具技术提出了更高的要求。同时,机制工艺与夹具技术与电子技术的配合,广泛应用于智能机器人、海洋开发、高精度零件的制造与加工等,使机制工艺与夹具技术的应用提高到一个崭新的高度。通过设计实践进一步树立正确的设计思想。在整个设计过程中,坚持实践是检验真理的唯一标准,坚持理论联系实际,坚持与机械制造生产情况相符合,使设计尽可能做到技术先进、经济合理、生产可行、操作方便、安全可靠。由于时间和水平有限,本课程设计难免有不少缺点和错误,恳请老师批评指正。第1章 零件的分析1.1零件的用途分析题
3、目给出的零件是杠杆。它主要的作用是用来支承、固定的、传递力矩的。1.2零件的技术要求 杠杆零件的25、10、8四孔的轴线有平行度的要求。现分述如下表:表1.1杠杆零件技术要求表加工表面尺寸及公差/mm公差及精度等级表面粗糙度Ra/m形位公差/mm40大表面IT126.340小表面IT123.2左30表面,15IT126.3右30表面15IT126.325孔IT91.610孔IT73.2 0.1 A左8孔,IT71.6 0.15 A右8孔,IT71.6 0.1 A该杠杆的形状特殊、结构简单,是常见的杠杆零件。为实现起功能,对其的配合面要求较高,加工精度要求较高。因其在工作中的工作平稳,故无须进行热处理。 综上所述,该杠杆的各项要求制定较合理,符合其功用。1.3零件的工艺分析分析零件图可知,杠杆中间的两平面和左右两边的端面要进行切削加工,25、10、8孔的端面均为平面,这样可以防止加工的过程中钻头钻偏,可以保证加工的精度和配合的精度。另外,除了10孔以外,对其余的三孔的孔内表面的要求较高。要采取必要的措施以保证其表面精度。但这些加工精度可以在正常的生产条件下采用经济的方法保质保量地加工出来
4、。端面和孔的加工可以同过通用铣床和钻床保证其加工精度,而不需要使用高精度的机床,通过钻削、铣削的加工就可以达到要求。1.4确定零件的生产类型 依设计题目知:Q=5000件/年,结合生产实际,备用品率a%和废品率b%分别取3%和0.5% 。代入公式得N=5000 X(1+3%)X(1+0.5)=5175.75件/年。 通过三维软件PROE的实体估算,其重量为6千克,查参考文献得,该杠杆属中型零件;由参考文献得,生产类型为大量生产。第2章 工艺规程设计2.1确定毛坯的制造形式 杠杆零件的材料为灰铸铁HT200。考虑到杠杆零件在工作中的载荷平稳并且处于润滑状态,因此应该采用润滑效果较好的铸铁,以使金属纤维尽量不被裁断,保证零件工作可靠。2.2确定毛坯的制造方法 由于年产量为5000件,达到大批生产的水平,而且零件的轮廓尺寸不大,铸造表面质量的要求高,故可采用铸造质量稳定的,适合大批生产的金属模铸造。毛坯的拔模斜度为5。又由于零件的对称特性,故采取两件铸造在一起的方法,便于铸造和加工工艺过程,而且还可以提高生产率。2.3基面的选择2.3.1粗基准的选择对于本零件而言,按照粗基准的选择原则,选择
《等臂杠杆及夹具说明书(共32页)》由会员s9****2分享,可在线阅读,更多相关《等臂杠杆及夹具说明书(共32页)》请在金锄头文库上搜索。

公司清算方案
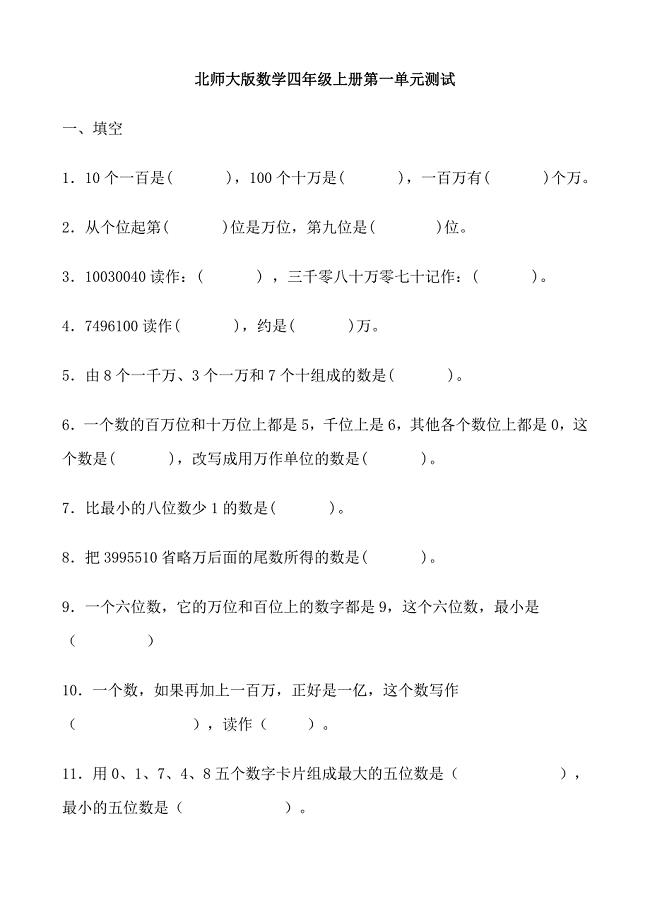
北师大版小学数学四年级上册单元测试全册
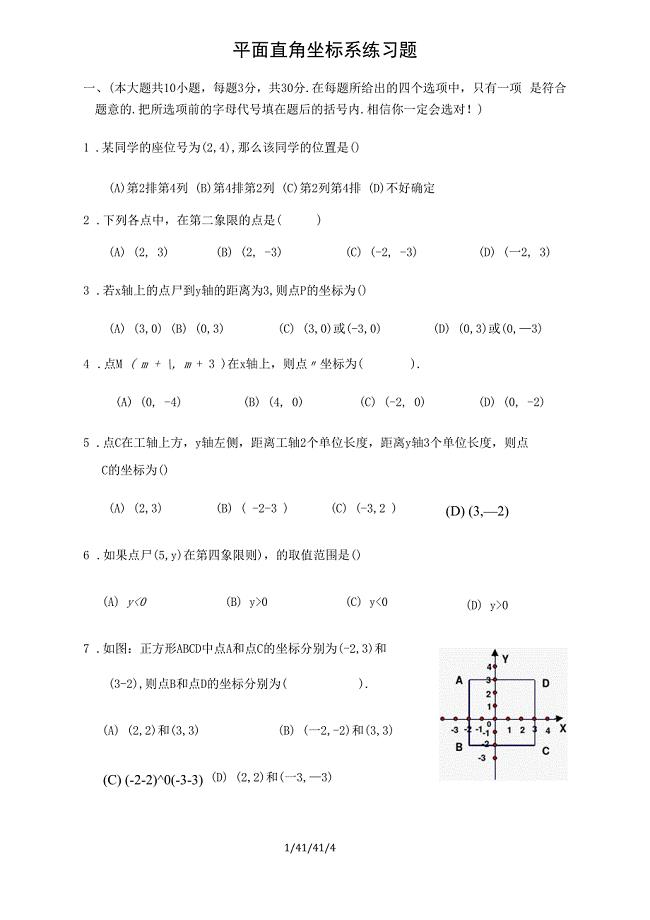
初一数学平面直角坐标系练习题(有答案)
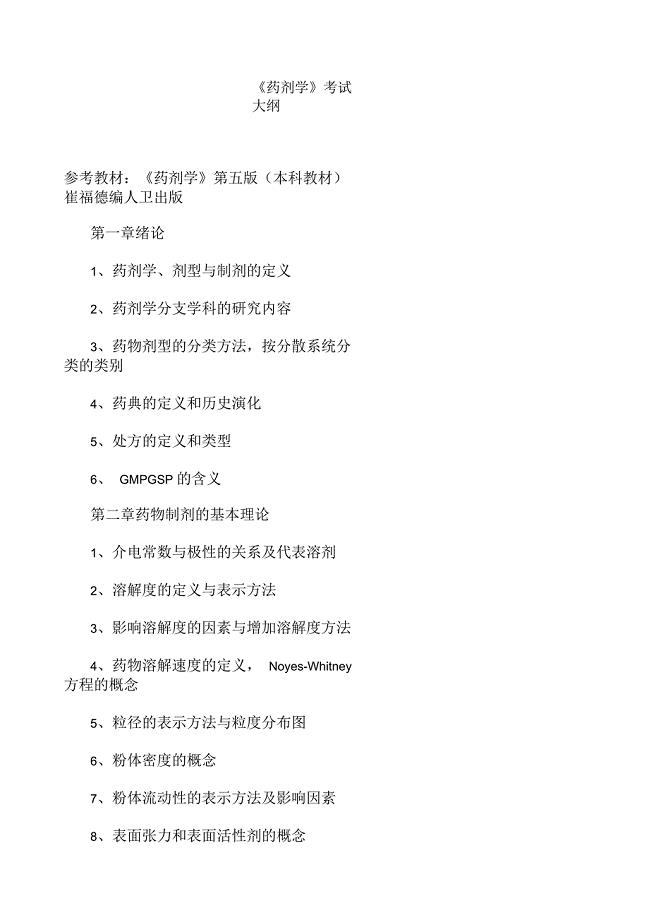
药剂学考试大纲
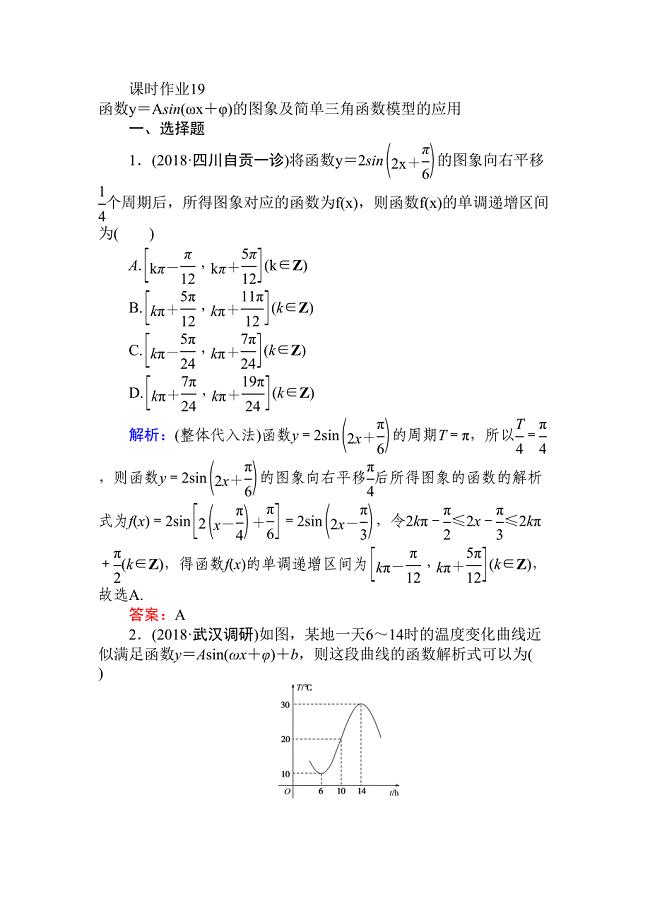
课时作业函数y=Asin(ωx+φ)的图象及简单三角函数模型(DOC 9页)
小班语言教案
道具系统设计总纲
2023年浙江省温州市洞头区大门镇甲山社区工作人员考试模拟题含答案
中级银行从业资格考试《法律法规》考试历年真题汇总含答案参考70
有关运动的英文短文阅读运动会英文短文
2019年高中英语语法填空专题分类训练:定语从句(含详解)
童年趣事作文字(小学生精彩范文)
2022年安全员-A证-主要负责人(广东省)考试内容及考试题库含答案参考90
商铺出租合同书
《力在哪里》说课稿
常用速查电工手册
2022年考博英语-吉林大学考前提分综合测验卷(附带答案及详解)套卷16
物业小区工作总结
工会办公室主任竞争上岗演讲稿
精选社会工作实习报告4篇
 北师大版小学数学四年级上册单元测试全册
北师大版小学数学四年级上册单元测试全册
2022-11-26 35页
电子企业精益化管理工具箱制度与表单
2023-04-04 236页
一元二次方程复习课导学
2023-11-24 4页
波分调功式温度控制器设计大学毕设论文
2024-02-14 33页
小学体育教师个人工作总结(1)
2022-08-09 2页
精修版浙江省金丽衢十二校高三第二次联考地理试卷及答案
2022-08-10 11页
课时作业函数y=Asin(ωx+φ)的图象及简单三角函数模型(DOC 9页)
2023-10-27 9页
《安全出行,珍爱生命》公益广告策划方案
2022-08-11 2页
西南交大数据结构主观题作业
2023-09-04 14页
沙棘固体饮料加工可行性研究报告
2022-08-10 43页