
多项品质特性产品之制程能力分析
16页
1、编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页 共1页多項品質特性產品之製程能力分析Integrated Process Capability Analysis Base On Multi-characteristic Products彭文理 Wen-Lee Pearn國立交通大學 工業工程與管理學系教授Professor ,Department of Industrial Engineering &Management National Chiao Tung University Hsinchu, Taiwan, Republic of China陳坤盛* Kuen-Suan Chen 國立勤益技術學院 工業工程與管理系教授Professor, Department of industrial Engineering & Management National Chin-yi Institute of Technology Taichung, Taiwan, Republic of China( Received April 26 , 2000;First
2、Revised March 2 , 2001; Accepted May 28 , 2001 )摘要:製程能力指標(Process Capability Index)是一種方便又好用的製程品質評估工具。它提供企業製造商在產品的生產過程中用來評估各項品質特性的製程水準,以提昇品質績效,並滿足客戶的需求。但是最常為工業界採用的Cp及Cpk指標,在使用上其精確度受到許多的限制,所以Boyles, 1994定義了一個與製程良率有一對一數學關係的新指標Spk。然而上述各指標卻都只適合用來評估於單一品質特性的產品。所以對於生產多樣產品及種類的企業而言,無法將之廣泛的應用於多項品質特性產品之製程能力分析與評估,因而無法即時瞭解最終產品與其各品質特性間相關的生產管制資訊。本文將以Spk指標與製程良率的基礎針對多項品質特性產品之製造環境,探討如何將最終產品所要求的製程良率轉換成各單一品質特性之個別製程所需的生產水準。在本文中我們以Boyles, 1994所提出的Spk指標的等高線圖為基礎,參考Vnnman, 1999的方法將各個不同製程規格的製程偏移及製程變異程度予以標準化,而將數個不同品質特性的製程指
3、標值描繪於多重製程能力分析圖上並在圖上建立製程能力區塊,作為產品等級分類的依據。依此生產管制人員可從各製程之Spk指標值落在製程能力分析圖上的位置,迅速的得知各品質特性的製程良率、品質特性偏移目標值的程度(準確度)及其品質特性變異程度(精確度)。所以此一製程能力分析圖可以適用於多項品質特性產品製程的製造環境,且可迅速提供各項品質特性的製程能力與水準,以作為多品質特性製程管制及改善之參考依據。關鍵詞:製程良率、標準化、多品質特性、製程能力區塊ABSTRACT :Process Capability index (PCI) is commonly used to evaluate product quality in manufacturing industry. PCI measures quality levels of product characteristic to enhance quality performance and satisfy customers. In practice, the application of PCI is limited in some de
4、gree. Boyles, (1994) defined an index Spk with one-by-one relationship to process yield. But the above indices could only measure single quality characteristic, and cannot apply to most of the companies producing products with multi-characteristic. Hence. the production information between final products and quality characteristic cannot be controlled immediately. The approach of the paper is to discuss how to transform the process yield of final product to individual production levels of multi-
《多项品质特性产品之制程能力分析》由会员M****1分享,可在线阅读,更多相关《多项品质特性产品之制程能力分析》请在金锄头文库上搜索。
理想科学公司综合管理岗位说明书
寝室安全防范大学生的安全教育心得体会

护士科室工作计划范本(2篇).doc
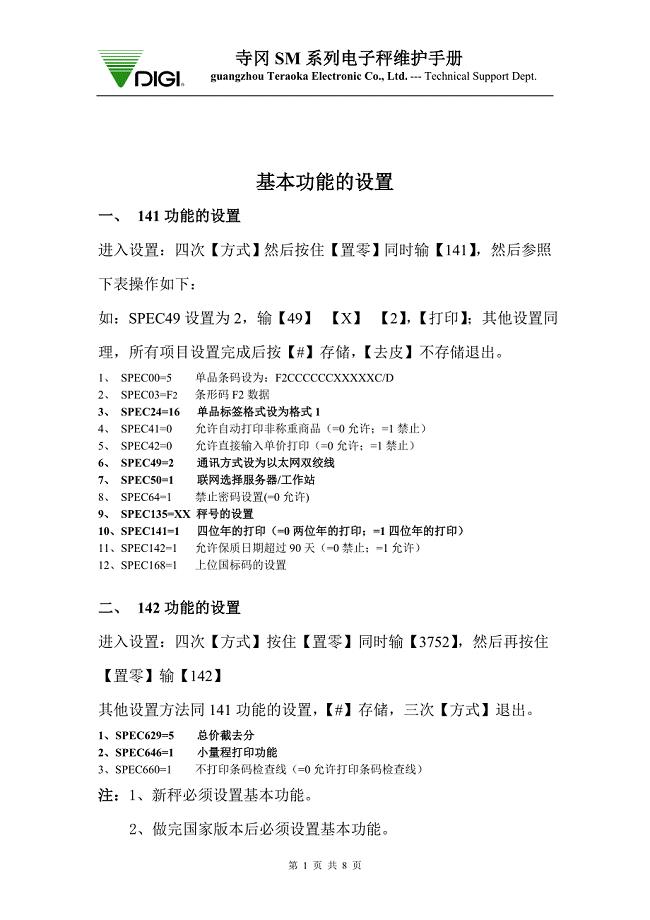
寺岗80电子称(方式称)设置文档
2023年敬老院公益活动策划书(整合汇编)
2022年西式面点师(中级)考试内容及复审考试模拟题含答案第92期
8--500吨汽车吊性能参数表【图表相关】
2022年“幼儿园保教计划”幼儿园工作计划
1322工作面掘进地质说明书

2023年施工员个人工作总结(2篇).doc
大学学生会工作总结范文合集七篇

20080120导数(教育精品)
2023年终总结个人范本(2篇).doc
三同时安全管理制度
心理学爱好者共阅
高考英语一轮复习精选阅读理解文章六十篇 52
季初一年级数学期末考试试题
学校开展母亲节系列活动方案
简历设计大赛策划书

南开大学21秋《细胞生物学》复习考核试题库答案参考套卷84
 培优辅差工作总结(11篇).doc
培优辅差工作总结(11篇).doc
2023-01-06 20页
幼儿园教师学期教学工作总结
2022-07-29 5页
妇产科医生2023年度考核个人总结模板(2篇).doc
2023-05-10 5页
变电站防雷接地施工方案
2023-07-17 15页
试用期转正2022年工作总结(2篇)
2022-09-14 4页
七年级历史下册教学工作总结(4篇).doc
2022-09-08 10页
前台文员个人总结(2篇).doc
2023-12-04 3页
小班教研工作总结标准范文(2篇).doc
2023-12-29 8页
公司年终工作小结(2篇).doc
2023-03-24 4页
某健身俱乐部各部门工作流程和岗位职责
2023-01-23 37页