
钢材焊接施工方案
29页
1、元江至蔓耗高速公路(红河段)第四项目经理部钢材焊接施工方案目录一、编制说明2二、工程概况2三、编制依据3四、施工准备3五、施工计划4六、施工工艺6(一)手工电弧焊施工6(二)电气保护焊梁施工13七、质量保证措施17八、安全保证措施21九、文明施工措施25十、环境保护措施26云南建投第十建设有限公司一、编制说明1、三个“确保”原则(确保安全、确保质量、确保工期);2、合理优化、优质高效的原则;3、安全第一的原则;4、坚持技术先进性,科学合理性,经济适用性相结合及实事求是的原则;5、尊重工程所在地人民的生产、生活习惯,一切忠于业主,听从、服务于业主;6、实施项目法管理,通过对劳动力、设备、材料、资金、技术信息的优化配置,实现成本、工期、质量和社会信誉的预期目标。二、工程概况元江至蔓耗高速公路是(南部高速)红河州基础设施建设的重要组成部分,项目的实施使红河州与外界的联系更加顺畅,是云南南部高速公路网的重要组成部分。本段高速公路的实施,将该区域的各条交通道路有机地联系起来,强化了公路连接枢纽的作用,提高了综合运输能力,形成完善的公路交通运输综合网络,对加快红河州路网改造和城镇化基础设施建设,改
2、善沿线交通状况,加快交通运输速度和交通能力,方便人民群众出行,繁荣和发展区域经济,促进区域旅游资源开发、地方经济建设及加强对外贸易具有十分重要的意义。我项目部承建的元江至蔓耗高速公路(红河段)第四项目部,起点桩号K20+000为三标段止点,位于红河县迤萨镇勘龙村,止点K39+400,位于迤萨镇大黑公村。其中:中桥三座、大桥1座。隧道1座、涵洞4座适应范围:本工程隧道工程的钢材全部采用电器保护焊,桥涵工程中桩基、第2页元江至蔓耗高速公路(红河段)第四项目经理部钢材焊接施工方案墩柱钢筋采用电器保护焊、盖梁及上部结构采用手工电弧焊。三、编制依据1、元蔓高速公路第四项目部两阶段施工设计图;2、元蔓高速公路总承包部第四项目部实施性施工组织设计;3、公路桥涵施工技术规范(JTG/TF50-2011);4、公路工程质量检验评定标准第一册.土建工程JTGF80/1-2004;5、钢筋混凝土用热轧光圆钢筋(GB1499.1-2008);6、钢筋混凝土用热轧代肋钢筋(GB1499.2-2007);7、钢筋焊接及验收规程(JGJ18-2003/J253-2003)8、建筑施工安全检查标准JGJ59-2011
3、9、建筑机械使用安全技术规程(JGJ33-2012);10、国家法律、法规对质量、安全管理的规定;四、施工准备1 .三通一平:施工便道已修通;施工用水为生活水;施工用电接地方网电及自备发电机相结合。2 .材料准备:混凝土由中心拌和站集中供应,钢材采用国标钢筋混凝土用热轧光圆钢筋(GB1499.1-2008)及钢筋混凝土用热轧代肋钢筋(GB1499.2-2007);3 .测量放样(1)根据业主提供的平面控制点与水准点为基准进行复测和引测。根据相关部门提供的有关测量资料、设计结构图、复测资料进行计算和测量放样。(2)对施工现场及控制点进行实地勘察,结合本工程平面布置图,建立施工测量平面控制网。考虑通视条件、稳固状态、放样方便等各种因素,在现场建立一个控制点。控制点在桥中心线两侧间隔分布,以建立通视情况良好的导线控制网。放样时每点至少有两个控制点做后视,便于校核。(3)定期对导线控制网进行闭合校验,保证各点位于同一系统。随着施工的进展,每个月至少复测一次,以求控制网达到精度要求。五、施工计划1 .工期计划:计划开工日期2016年11月10日,计划完工日期2017年11月10日2 .主要管理人
4、员一览表序号姓名性别职务工作岗位备注1官建强男项目经理项目负责人2刘绍东男项目副经理生产负责人3欧阳镇男项目总工程师技术负责人4吴忠炜男安全负责人安全负责人5吴正平男工程部部长工程管理6赵金明男材料负责人工程管理7施传能男计量统计负责人计量统计8男试验室主任试验9杨鸣男测量负责人测量10毕涛男现场负责人现场负责11刘子林男质检负责人Mm自检12陈峰男现场安全员安全管理13涂志红男资料员资料第3页元江至蔓耗高速公路(红河段)第四项目经理部钢材焊接施工方案3 .劳动力计划表劳务人员混凝土模板工钢筋工机械工其他工种合计10957313 .主要机械设备配置一览表序号设备名称规格型号数量125T汽车吊浦员一QY251台2挖掘机PC3001台3混凝土运输车8m33台4交流弧焊机BX350052台5发电机250KW16潜水式排污泵QW200-300151套7钢筋加工设备/1套8钻机/2台9洒水车/1台10运输车15t2台4 .主要材料计划HPB300钢筋5000Kg;HRB40cs筋30042KgQ235钢材5 .工期保证机构图第#页项目经理部工期保证领导小组组长:项目经理副组长:项目副经理项目总工
《钢材焊接施工方案》由会员cl****1分享,可在线阅读,更多相关《钢材焊接施工方案》请在金锄头文库上搜索。
红旗立交桥 施工方案
2022版山东省建筑施工专职安全生产管理人员(C类)资格证书考试题库附答案参考12

安居工程人工挖孔桩抢险应急预案
部编版八年级语文下册第一单元测试卷及答案
“棉二生活小区”可行性研究报告1
初中三年级五一劳动节活动方案
年总结及年计划述职汇报
公司道歉信范文汇编五篇

xx无废城市快递绿色包装项目企划书_模板
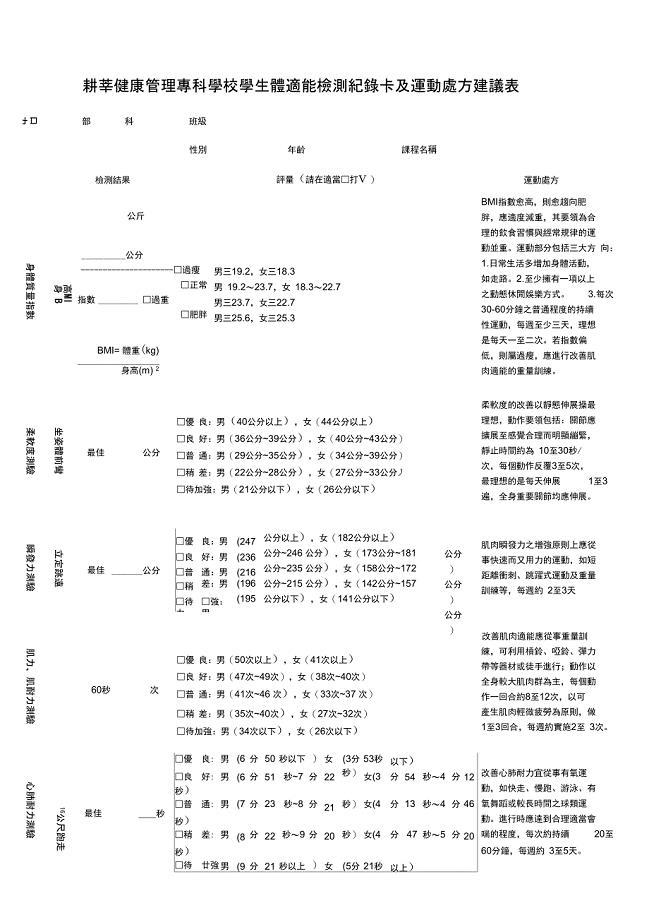
耕莘健康管理专科学校学生体适能检测纪录卡及运动处方汇总
建筑抗震讲座需答疑的问题及答复
PEP四年级英语下册总复习资料(精品)
系统运营和维护管理系统规章制度
工程招投标与合同管理练习题带答案.doc
部编九年级语文上册必背篇目及译文梳理-初中语文必背
初中生物教学与信息技术的深度融合
家长邀请函集锦5篇
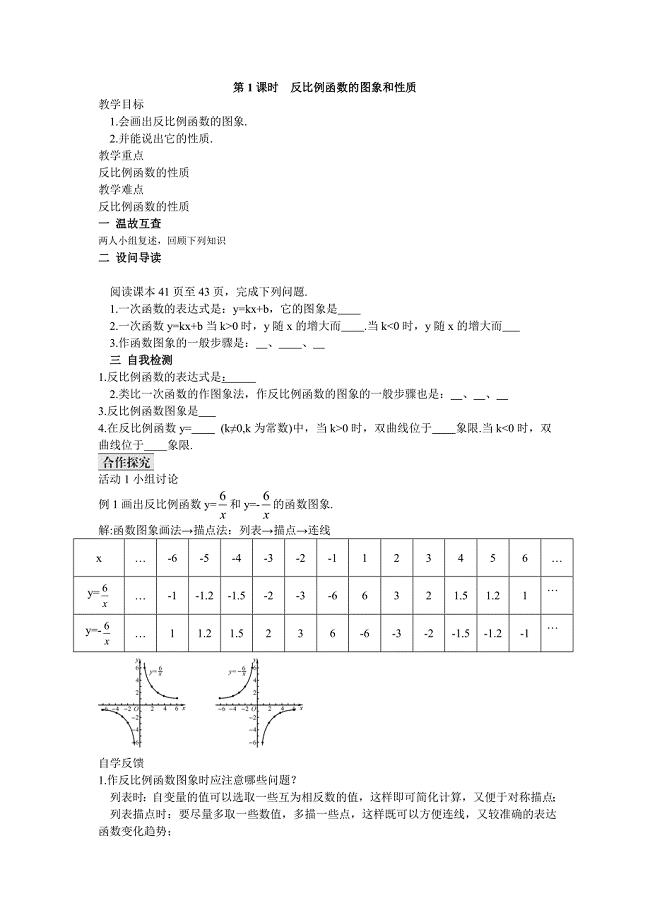
第1课时反比例函数的图象和性质
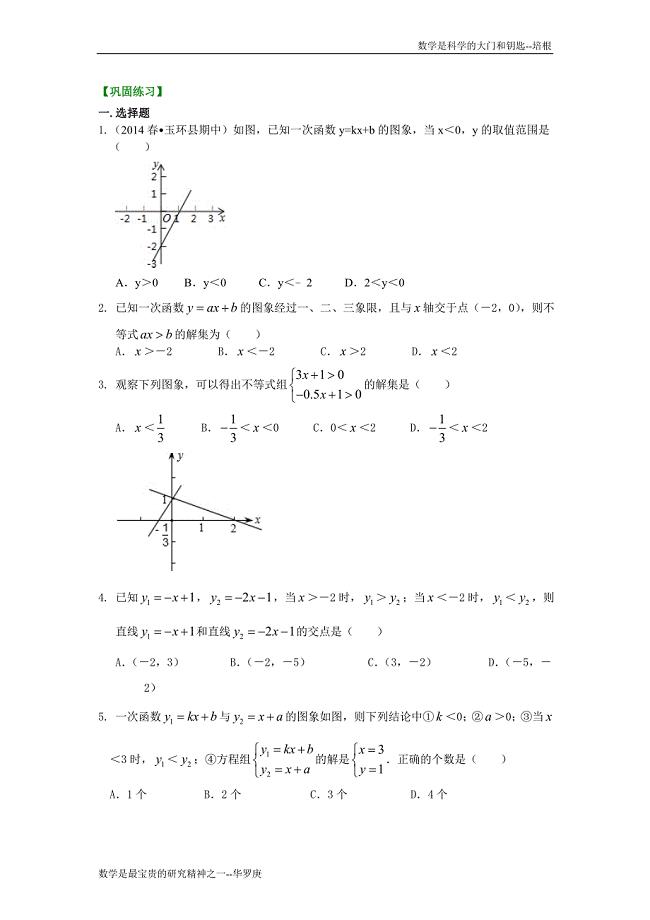
一次函数与一元一次不等式提高巩固练习
最新人教版初一语文上册课外阅读训练及答案
 煤业公司各级人员安全生产责任制职能科室业务保安责任制
煤业公司各级人员安全生产责任制职能科室业务保安责任制
2024-02-06 46页
【乡镇】机关个人廉政风险防控自查表范本汇总
2023-05-06 65页
冶金等工贸企业安全生产标准化基本规范评分细则
2023-11-03 41页
售后服务规范
2022-11-11 5页
拉管施工方案
2022-11-30 7页
基于LDC1000电感传感器的金属探测软件说明
2022-07-28 8页
工程验收流程
2023-03-20 5页
施工进度安排
2023-07-22 44页
第五章抽样分布与参数估计
2023-09-02 28页
关于等待初二作文
2023-01-09 2页