
二级减速器设计以及夹具设计
23页
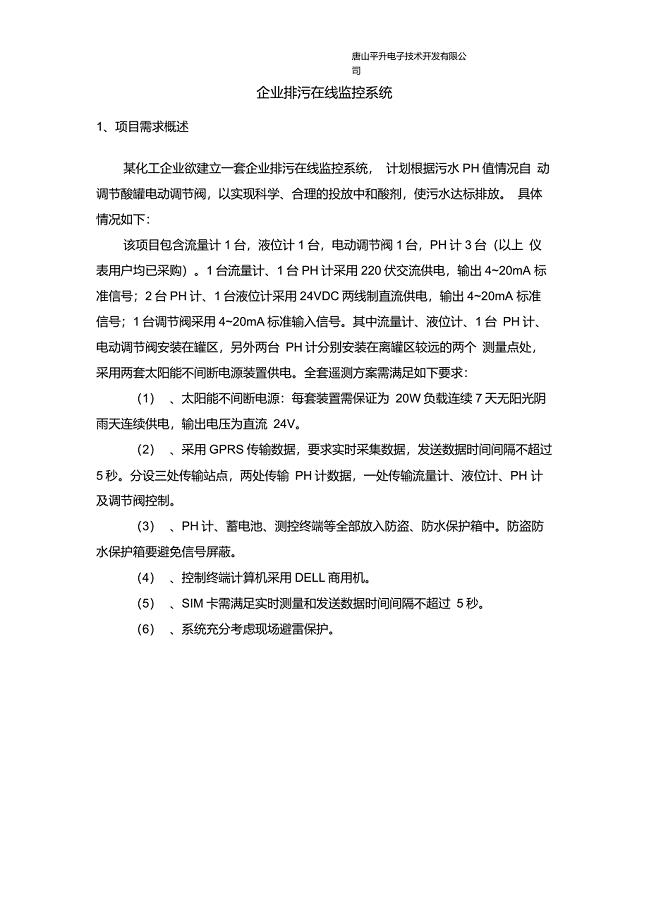
1、目录一 序吞二零件的分析三工艺课程设计四夹具设计五心得体会机械制造工艺课程设计是在我们基本完成了全部基础课、技术基础课、大部分专业课以及参加了生产实习之后进行的。 这是我们在进行毕业设计之前对所学各课程的一次 深入的综合性的复习,也是一次理论联系实际的训练,因此,它在我们三年的大学生活 中占有重要的地位。通过本次课程设计,应该得到下述各方面的锻炼:1 能熟练运用机械制造工艺设计中的基本理论以及在生产实习中学到的实践知识, 确地解决一个零件在加工中的定位、夹紧以及工艺路线安排、工艺尺寸确定等问题,保 证零件的加工质量。2 提高结构设计的能力。 通过设计夹具的训练, 应当获得根据被加工零件的加工要求, 设计出高效、省力、经济合理而且能保证加工质量的夹具的能力。3 加强使用软件及图表资料。掌握与本设计有关的各种资料的名称、出处、能够做到熟练运用。就我个人而言,通过这次设计,基本上掌握了零件机械加工工艺规程的设计,机床 专用夹具等工艺装备的设计等。并学会了使用和查阅各种设计资料、手册、和国家标准 等。最重要的是综合运用所学理论知识,解决现代实际工艺设计问题,巩固和加深了所 学到的东西。并在设计
2、过程中,学到了很多课堂上没有学到的东西。本说明书主要是二级减速器有关工艺规程的设计说明 , 由于本身能力水平有限, 计存在许多错误和不足之处,恳请老师给予指正,谢谢、设计任务单给定零件的生产纲领为年产 5000件。每周五天工作,每天8小时,备品率1%,废品率3%1、零件图1张2、训练时所编工序的机械加工工序卡片1张3、工艺装备(夹具)设计1张4、工艺装备主要零件图12张5、 课程设计说明书1份1.1设计的目的和要求1)目的二级减速器零件图如图1-1所示。按照设计要求设计该零件的加工工艺路线,及其具体参数,并设计其中某道工序的夹具图,并撰写说明书和工序卡。、零件的分析2.1 零件的作用? 减速器是由封闭在箱体内的齿轮传动或蜗杆传动所组成的独立部件,为了提高电 动机的效率,原动机提供的回转速度一般比工作机械所需的转速高,因此齿轮减 速器、蜗杆减速器常安装在机械的原动机与工作机之间,用以降低输入的转速并 相应地增大输出的转矩,在机器设备中被广泛采用。? 图中高速级的小齿轮直径和轴的直径相差不大,将小齿轮与轴制成一体(件10)大齿轮与轴分开制造,用普通平键(件 15)作周向固定。轴上零件用轴肩
3、,轴套 (件 22),封油环(件 24、30)与轴承端盖(件 21、13、 12、27)作轴向固定。 两轴均采用角接触轴承(件 25、 28)作支承,承受径向载荷和轴向载荷的联合作 用。轴承端盖与箱体座孔外端面之间垫有调整垫片组(件16、 29),以调整轴承游隙,保证轴承正常工作。? 该减速器中的齿轮传动采用油池浸油润滑,大轮齿的轮齿浸入油池中,靠它把润 滑油带到啮合处进行润滑。滚动轴承采用润滑脂润滑,为了防止箱体内的润滑油 进入轴承,应在轴承和齿轮之间设置封油环(件 24、30)。轴伸出的轴承端盖孔 内装有密封元件, 图中采用的内包骨架旋转轴唇型密封圈(件 11、23),对防止箱 内润滑油泄漏以及外界灰尘、异物浸入箱体,具有良好的密封效果? ( 1)观察孔盖板(件 2):? 为了检查传动零件的啮合情况,并向箱体内加注润滑油,在箱盖的适当位置设置 一观察孔,观察孔多为长方形,观察孔盖板平时用螺钉固定在箱盖上,盖板下垫 有有纸质密封垫片(件 3);以防漏油。? ( 2)通气器(件 1):? 通气器用来沟通箱体内、外的气流,箱体内的气压不会因减速器运转时的油温升 高而增大,从而提高了箱体分
4、箱面、轴伸端缝隙处的密封性能,通气器多装在箱盖顶部或观察孔盖上,以便箱内的膨胀气体自由溢出? ( 3)油面指示器(件 9)? 为了检查箱体内的油面高度,及时补充润滑油,应在油箱便于观察和油面稳定的 部位,装设油面指示器。油面指示器分油标和油尺两类,图中采用的是油尺。? ( 4)放油螺塞(件 7):? 换油时,为了排放污油和清洗剂,应在箱体底部、油池最低位置开设放油孔,平 时放油孔用油螺塞旋紧,放油螺塞和箱体结合面之间应加防漏垫圈(件8)? 作为机械类专业的学生有必要熟悉减速器的结构与设计,本实验是为了解减速器 的结构、主要零件的加工工艺性,对于详细的减速器技术设计过程在“机械设计 课程设计”这一课程中予以介绍。? 齿轮减速器、蜗杆减速器的种类繁多,但其基本结构有很多相似之处。本实验为 了使同学了解减速器的一般结构设计、主要零件加工工艺而设立的。三、工艺规程设计3.1 确定毛坯的制造形式零件材料为HT2O0考虑零件在机床运行过程中所受冲击不大,零件结构又比较简单,是大批量, 而且零件加工的轮廓尺寸不大 , 在考虑提高生产率保证加工精度后可采用铸造成型。零件形状并不复杂, 而且零件加工的轮
《二级减速器设计以及夹具设计》由会员鲁**分享,可在线阅读,更多相关《二级减速器设计以及夹具设计》请在金锄头文库上搜索。
 圣诞主持人串场词
圣诞主持人串场词
2023-04-25 3页
技术顾问聘用协议书
2023-12-20 5页
小学开学第一课演讲稿5篇
2023-01-28 4页
四十八式太极拳分解动作口诀模板
2022-12-04 7页
锅炉房记录表格
2022-12-11 6页
谢师宴学生致辞范本
2022-12-14 23页
机械设计考试试题及答案
2023-04-21 27页
元旦见闻作文
2023-03-16 2页
软件工程师项目开发绩效考核表
2022-08-02 3页
企业负责人个人工作总结
2023-03-07 19页