
铸件气孔缺陷的成因及防止措施
4页
1、铸件气孔缺陷的成因及防止措施摘要:系统地分析和探讨了铸件气孔缺陷的产生原因,提出了相应的防治方法,对铸造工作者有一定的借鉴作用。气孔是一种常见的铸件缺陷,其形状一般为球形、扁圆形或长条形。气孔形成的原因是在金属液凝固时,铸件某一部位的局部气体压力超过了金属液的压力。气体总是顺着阻力最小的通路流动,通常都朝着铸件的上部移动。侵入气体或析出气孔也会使铸件的表面呈现凹囊状孔洞或形成皮下气孔。针孔、气疤以及某些形式的疏松都是侵入气体或析出气孔的变态。识别气孔比较容易,阐明气孔的成因则较为困难。气孔和缩孔在外表上极为相似,经常容易混淆。一般来说,气孔的内壁是平滑的,而缩孔的内壁则枝状结晶的末梢状。这种简单的鉴别方法,在大多数情况下是可行的,但有时也会引起误解,致使判断错误而蒙受经济损失。以下两种情况容易产生混淆,需要进行细致的分析。一是气孔出现在产生了缩孔的部位;二是缩孔和气孔出现在相同的部位,二者都容易发生在铸件最后凝固的部位,即铸件截面最厚处或厚薄截面交接处。气孔虽有多种不同形态,但仍可将其归并在一起讨论。笔者结合多年的生产实践并参阅有关资料,对气孔的产生原因及其防止措施进行分析和探讨。 1
2、.铸件和模样设计对所有的气孔缺陷来说,有两种可行的解决方法:一是减少发气量或降低气体压力;二是在发气量不变的情况下,采取措施使气体容易逸出,如提高压力,在气体产生缺陷之前使气体从出气孔中排出去。 如果铸件或模样的结构,妨碍造型工采取上述措施而产生了气孔缺陷,则应从模样或铸件的结构设计上找原因。 芯头或出气孔不足 芯头设计的太小,使砂芯排气不畅,会造成气孔。如果制模工未在模样的芯头上做出合适的砂沟,芯头上的出气孔可能会被金属液堵塞而出现气孔。 铸件设计不合理造成金属液压头不够 在厚薄不均的铸件中,因为厚截面处存在补缩不良的危险,容易产生气孔。 气体汇聚在分型面上,会在分型面处产生气孔,产生原因是气体汇聚在上下型之间,不能很快从分型面排出,生产中可以在分型面上开出几条通气槽,以使气体逸出砂型,避免这类缺陷的产生。 2.砂箱及其准备 箱带距型面过近 若箱带距型面过近,会使靠近箱带处型腔表面的排气能力降低,致使出现气孔。如果箱带是潮湿的,或刷过泥浆水,由于在箱带处会产生大量的气体,则问题更为严重。 箱壁距型面过近 与上述的箱带距型面太近的情况相似,箱壁距型面过近也会产生同样的问题,这种情况十分
3、普遍,人们都希望在砂箱里尽可能多的布置些铸件,但铸件排列过密,会妨碍气体流动,使大量气体聚集在靠近箱壁的型腔内而容易产生气孔。热砂与冷砂箱相遇会产生水蒸气凝聚,造成该部位砂型中的水分过多。 上箱太浅 产生气孔缺陷的一个常见原因是上箱高度不够。金属液在凝固时对铸型和砂芯的压力与补缩铸件的金属液柱高度成正比,即与直浇道或冒口的高度成正比。如果金属液的压力小于型壁气体压力,就可能产生侵入气孔。 直浇道和冒口距箱带或箱壁过近 这会产生和上述和相同的问题。 离心铸造用金属型壁上的出气孔不够 气疤是金属液压力低于气体压力而形成的一种特殊形态的气孔。这里的金属液压力与转速(离心力)有关。离心铸造用金属型壁的出气孔不够,会产生气孔,生产中可采用更高的转速以迫使气体排出。 3.浇冒口系统 压头太低 即使已选好了高度适宜的上箱,能够满足直浇道和冒口的高度要求,也会存在金属液压力太低的问题。如果内浇道的设计不合理,在铸件完全凝固之前,内浇道先凝固了,尽管直浇道高度适宜,还是不能维持液体金属的静压力。 因此,在设计浇注系统时,最重要的是应使浇注系统始终保持足够的金属液压力,直到铸件的硬壳有了一定的硬度,足以抵
4、挡气体的压力而不致受到破坏。 引起湍流的浇注系统 应避免使用无锥度的和没有浇口窝的直浇道,以及急转弯的横浇道和内浇道系统。上述情况都会造成湍流,并将空气卷入金属液内。卷入的空气随后被带入型腔而在铸件中形成气孔。 能造成断流的浇注系统 倘若直浇道或横浇道的截面积太小,就不能使所有的内浇道都始终保持充满状态,便会造成断流。 冒口的高度或尺寸不够 冒口的高度或尺寸不够,使不能保证足够的静压力,从而使铸件产生各种气孔缺陷。当金属液流经冒口或由冒口注入时,这部分液流就决定了静压头的大小。 此外,只有当金属呈液态使才能维持静压头。如果内浇道的入口处很快凝固(如压边浇道),那么冒口便成了在静压下补充液体金属的唯一来源。因此,冒口的高度和尺寸对金属液阻止型壁材料析出气体的能力有影响。 直浇道或内浇道设计不当 会使空气或型腔中的气体被卷入金属液,因此应尽量避免设计圆形的浇口杯,因为这种浇口杯会产生漩涡,浇口杯的底孔直径至少应和直浇道的顶端直径一样大,;直浇道下面应有浇口窝,横浇道上应避免急转弯,否则均会将空气卷入金属液中。 4.型砂 型砂中水分过高 这是铸件产生气孔缺陷的一个主要原因。过高的水分是指超出
《铸件气孔缺陷的成因及防止措施》由会员工****分享,可在线阅读,更多相关《铸件气孔缺陷的成因及防止措施》请在金锄头文库上搜索。

旅游经济学讲稿5页word
初中生暑期社会实践活动总结.doc
高中部教务处工作职责
浅析审计流程在会计的思路
1民办非企业单位登记申请书示范文本
2021关于领导干部配偶子女经商办企业问题自查报告

涵洞施工组织设计(14)
2022车间培训工作总结范文三篇
(外研版-七年级下册)英语复习题Module1-4
五年级数学上学期专项看图列方程计算日常针对练习精编沪教版
全汽车修理厂管理制度汇编
员工转正个人工作总结范文(2篇).doc
2022年广西省建筑三类人员安全员A证【官方】资格证书考核(全考点)试题附答案参考87
桩基工程分包合同
2022年11月山东东营市第二人民医院儿科PICU设备院内(一)历年参考题库答案解析
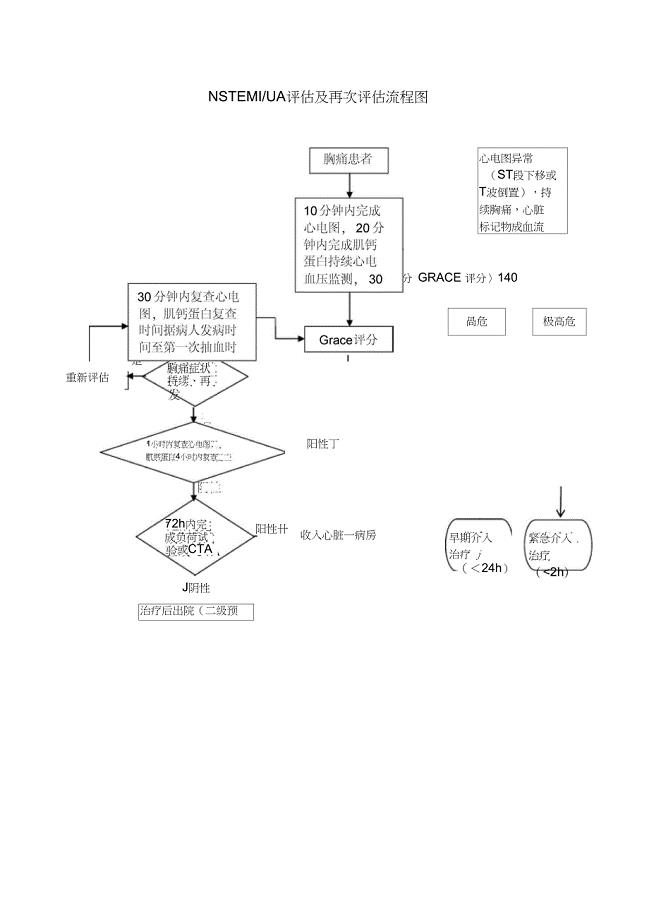
2.37-NSTEMIUA患者进行初步评估及再次评估的流程图
2023年一年级下册《夏夜多美》教学设计
四会市国家物流枢纽建设工程项目招商引资报告
暑期社会实践倡议书
小学生海底两万里读后感
 五年级数学上学期专项看图列方程计算日常针对练习精编沪教版
五年级数学上学期专项看图列方程计算日常针对练习精编沪教版
2023-01-24 7页
2021第三季度网站建设情况自查报告
2023-05-15 4页
每月会计做账流程
2023-06-11 7页
酒店人性化管理六要求
2024-01-01 4页
物理竞赛电学讲义
2023-01-05 24页
写读后感的作文400字 读《好想再一次听妈妈的话》有感
2023-09-18 1页
2023年幼儿园园长竞聘演讲稿
2024-01-08 5页
2021年公司整体搬迁工作计划.doc
2023-12-07 3页
教师网络学习心得体会-最新精选范文
2023-01-15 3页
个人劳务用工协议
2023-09-14 10页