
钢铁件热镀锌层
9页
1、钢铁件热镀锌层1范围本标准规定了钢铁件热镀锌层的技术要求和实验方式。木标准适用于以钢、可锻铸铁、球墨铸铁等材料制成的电力金具,采 纳热浸镀锌法的镀锌层。2引用标准以下标准包括的条文,通过在本标准中引用而构本钱标准的条 文。在标准出版时,所示版本均为有效。所有标准都会被修订,利用 本标准的各方应探讨利用以下标准最新版本的可能性。GB/T 4701997 锌锭GB/T 139121992金属覆盖层钢铁制品镀锌层 技术要求HG/T 36682000 富锌底漆JB/T 8177-1999绝缘子金属附件热镀锌层 通用技术条件ISO 14611999钢铁制品的热镀锌层标准和实验方式3术语3. 1热浸镀锌将专门处置过的钢或铸铁制品浸入溶融的锌液中形成锌或锌铁合金 层的进程。4. 2热浸镀锌层通过热浸镀锌取得的通常由锌覆盖着的锌铁合金层。5. 3锌层重量表面单位面积上锌及锌铁合金的总质量。3. 4锌层厚度锌和锌铁合金的总厚度。4取样试品应从每批产品中随意抽取,每批产品中抽检试品的最小数量应符合表1规定:表1每批产品中抽检试品的最小数量每批产品数I L 里.抽检试品的最小数量每批产品数量抽检试品的最小数
2、量广3全部120广320084500332011000013501120051000020*如抽检试品不合格,那么从该产品中取原先两倍数量的试品再进行 查验。5技术要求5. 1对锌锭的要求锌锭按GB/T 470的规定,所用锌的纯度不得低于(四号锌),杂质含 量不大于。5. 2待镀件的要求5. 2. 1待镀件表面应平整、滑腻、边缘无毛刺,无阻碍质量的斑点、 凹坑、划伤等缺点。5. 2.2镀前应除去表面的油污、锈迹、焊渣和氧化层等多余物,镀 前处置应符合GB/T 13912附录A的规定。5. 3锌层的外观5. 3. 1锌层应是持续的,并尽可能均匀、滑腻。许诺暗灰色的铁锌 合金存在,但不许诺有返酸黄斑参出锌层。5. 3. 2许诺局部表面有直径小于0.5mm的漏锌斑点存在。5. 3. 3关于连接、接触及有防电晕要求的部位,不许诺有凸瘤存在。5. 3. 4镀件表面不许诺有集中的无锌区,凸瘤和波纹。分散的无锌 区,凸瘤和波纹的总而积按下述规定:a)一样大零件,不得超过镀件总面积近似值的;b)大型零件(如均压屏蔽环、大联板或表面积超过200000mm二的零件), 不得超过镀件面积近似值的旅c)焊缝的
3、镀锌表而许诺有点状的漏锌斑点,其总面积不超老祖宗焊缝 面积的3%;上述无锌区许诺涂以富锌漆或用低熔点锌合金焊条进行修补,富锌漆 的利用应符合HG/T 3668的规定。5. 3. 5待镀件自身存在的表面缺点,如因铸、锻加工造成的砂眼、 夹渣引发的镀层表面缺点不该视为镀层的质量缺点。5. 4锌层的附着强度锌层应牢固地粘附在镀件上,有足够的附着强度,在装配、运输 进程中,能经受住碰撞而不致起皮或剥落。5. 5锌层的均匀性5. 5. 1试件应经受4次,每次lmin的浸入标准硫酸铜溶液的实验, 试件上应无金属铜附着物。5. 5. 2在螺纹表面,零件的棱角上或原先切削边25mm之内的表面, 许诺局部存在微小的金属铜附着物。5. 5. 3出口产品硫酸铜实验通过的次数,按两边协议执行。5. 6锌层的重量和厚度5. 6. 1单位面积上的锌层重量与相应的锌层厚度按ISO 1461的规 定应符合表2要求:表2单位面积上锌层重量、厚度种类局部锌层(最小值)平均锌层(最小值)g/m2umg/m2um钢件厚度(a)a 6mm50570610853 6mm5057057580=6mm43060505705. 6.
《钢铁件热镀锌层》由会员汽***分享,可在线阅读,更多相关《钢铁件热镀锌层》请在金锄头文库上搜索。
电梯门广告分析
交通部门个人述职报告2
经理个人管理工作经验总结(3篇).doc

高三作文名言警句素材
聘用兼职讲师的合同起草
医学专业求职自荐信
医院行风建设工作汇报材料医院纪检监察工作总结2021
个人表扬信汇总六篇
上衣尺寸对照表
华东师大版数学七年级上册2.5有理数的大小比较课时练习含答案
抹水泥砂浆施工交底记录
优秀实习报告范文汇编9篇
二次根式(十)——单元测试(精品)
奶牛常见疾病参考处方
2023年山东省潍坊市寿光市营里镇东黑冢子村社区工作人员考试模拟试题及答案
办公室行政人员年终工作总结范文(3篇).doc
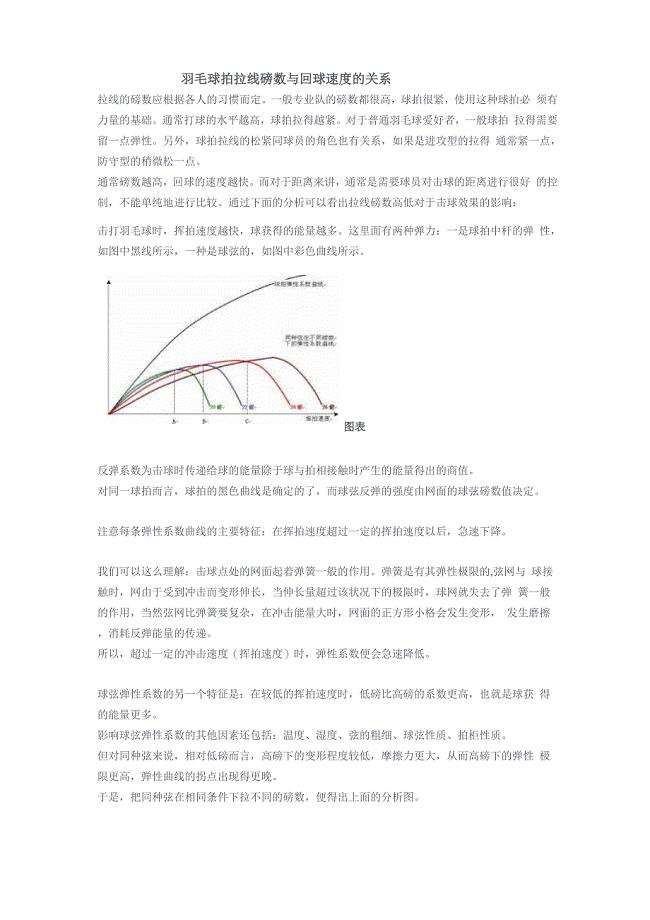
羽毛球拍拉线磅数与回球速度的关系

汽车销售员年度工作总结范文(9篇).doc
标题从交通违法敬告教育说起

廉洁政府政府
 销售回款技巧
销售回款技巧
2022-11-18 7页
分解质因数练习题10道
2023-03-16 7页
模板支撑体系各规范及标准汇总
2023-10-09 8页
调幅信号发生器设计
2023-01-14 21页
宪法在我心中班会教案《宪法在我心中》班会教案
2022-08-27 16页
上班族如何避免电脑辐射
2023-09-14 3页
涉外仲裁裁决的撤销问题及其完善
2024-01-26 10页
高中语文《我的呼吁》说课稿
2023-02-21 3页
白塔区第三小学校2018二年级下学期数学3月月考试卷
2023-05-07 13页
曼陀罗药用与毒性原理
2024-01-29 6页