
制造工艺课程设计说明书气门摇臂加工工艺及主要工序工装设计
21页
1、序言机械制造工艺学课程设计是我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。本次设计的内容是气门摇臂加工工艺及主要工序工装设计。具体是工艺设计,工序卡、工艺过程卡的编制,钻扩铰孔的夹具设计。就我个人而言,通过本次毕业设计,我希望能够提高自己分析问题、解决问题的能力,能够更深入理解课本知识,熟悉有关工具书的使用,相关关参数及公式的查找,并能够很好的应用到实际工作之中,为以后更好地胜任我的工作岗位打好基础。由于能力所限,设计尚有许多不足之处,恳请各位老师给予指导。一、零件的分析1、零件的作用题目所给的零件是发动机的气门摇臂。气门摇臂的作用有两点,一则改变推杆作用方向,从而使气门运动方向不同于推杆运动方向,二则在较小的凸轮升程下增大气门升程。其要求为:刚度大,质量轻。该零件中,中心阶梯孔孔与气门摇臂轴相配合,阶梯孔则和推杆相连,以传递运动。2、零件的工艺分析分析零件图纸,图纸的各视图清晰,尺寸标注完整,能够表达清楚零件的各个部分,技术条
2、件标注合理,表面粗糙度标注合理,尺寸公差标注完整,能够完整表述加工要求。该零件加工表面分两种,主要是孔的加工,圆柱端面平面加工。1)以中心阶梯孔和为中心的加工表面这组加工表面包括两部分:(1)孔表面粗糙度。 孔底面倒圆角 其表面粗糙度。 孔端面倒角 其表面粗糙度。(2)孔表面粗糙度其端面表面粗糙度都为。2)圆柱面两端面其表面粗糙度要求均为。3)以孔为中心的加工表面,它与主中心孔的位置要求为,孔的表面粗糙度为。4)以阶梯孔和为中心的加工表面这组加工表面包括两部分:(1)孔,它与主中心孔的位置要求为,表面表面粗糙度要求为。(2)阶梯孔,孔深为,表面粗糙度为。3、零件的技术要求1、调制硬度HB241-285;2、非加工表面喷丸处理;3、发蓝。二、工艺规程设计(一)、确定生产类型已知此摇臂零件的生产纲领为4000件/年,零件的质量为0.216Kg/个,查机械制造工艺设计简明手册可确定该摇臂生产类型为大批生产,所以初步确定工艺安排为:加工过程划分阶段;工序适当集中;加工设备以通用设备为主,大量采用专用工装。(二)、确定毛坯的制造形式零件材料为45号钢,分析零件的结构形式可知,毛坯的制造可采取焊接
3、、铸造、锻造等方法制备。焊接在制造成本、工人技术要求上都比较高,一般用于较为复杂的零件毛坯,且承受交变载荷能力不强。铸造虽然适应性广、成本低,但需用材料和设备多、污染环境。锻造在成本上略高于铸造,但能改善毛坯的组织结构和力学性能,使锻件的纤维组织与锻件外形保持一致,金属流线完整,可保证零件具有良好的力学性能与较长的使用寿命。由于零件在发动机工作过程中所受的各种力和力矩比较大,且为交变的应力,冲击也较大,要求零件的各项力学性能比较好,耐磨和耐冲击,要有一定的寿命。由于零件结构不是太复杂,并且生产类型为大批生产,故选择机床模锻成形。(三)、基准的选择基准的选择是工艺规程设计中的重要工作之一,基面选择的正确与合理,可以使加工质量得到保证,生产率得以提高。否则,不使但加工工艺过程中的问题百出,更有甚者,还会造成零件大批报废,使生产无法正常进行。粗基准的选择对于机械加工来讲是至关重要的,对一般零件而言,常选择粗加工的表面为粗基准。经过分析后,本零件加工基准选择如下:1)粗基准的选择:经过对零件的结构形状、工艺性和设计基准的分析,决定以零件中心孔的端面为粗基准进行粗加工。2)精基准的选择:考虑要保
4、证零件的加工精度和装夹准确方便,依据“基准重合”原则和“基准统一”原则,以粗加工后的孔底面为主要的定位精基准进行后续加工。(四)、制定工艺路线:根据零件的几何形状、尺寸精度及位置精度等技术要求,以及加工方法所能达到的经济精度,在生产纲领已确定的情况下,可以考虑采用万能性机床配以专用工卡具,并尽量使工序集中来提高生产率。除此之外,还应当考虑经济效果,以便使生产成本尽量下降。1)工艺路线方案一工序01 模锻毛坯,合格者下料;工序02 调质处理;工序03 以中心孔的端面为粗基准,粗铣、的一端面;工序04 以中心孔的端面为精基准,半精铣、另一端面;工序05 钻及中心孔,加工长度为26mm;工序06 钻中心阶梯孔,加工长度为2mm;工序07 粗镗、半精镗孔;工序08 半精镗孔、精镗孔,镗孔底部圆角,镗孔端面倒角;工序09 钻、铰孔;工序10 扩孔;工序11 钻孔,铰;工序12 非加工表面喷丸处理;工序13 发蓝;工序14 检查,入库。2)工艺路线方案二工序01 模锻毛坯,合格者下料;工序02 调质处理;工序03 以中心孔的端面为粗基准,粗铣、的一端面;工序04 以中心孔的端面为精基准,半精铣、另
《制造工艺课程设计说明书气门摇臂加工工艺及主要工序工装设计》由会员M****1分享,可在线阅读,更多相关《制造工艺课程设计说明书气门摇臂加工工艺及主要工序工装设计》请在金锄头文库上搜索。
酒店员工应急能力培训
单位附属绿地
五年级上册语文第三单元卷子
安全生产倡议书
2023年湖南省怀化市会同县漠滨乡漠滨村社区工作人员考试模拟题及答案

通用版抵押借款合同
初中校务公开工作计划(2篇).doc
2023年企业个人工作计划格式版(2篇).doc
2022变电站站长述职述廉报告

有关护士辞职报告汇编10篇

2022年中班庆元旦活动总结
2022年桥梁高墩柱施工安全专项方案
物业管理委托合同范文(4篇)
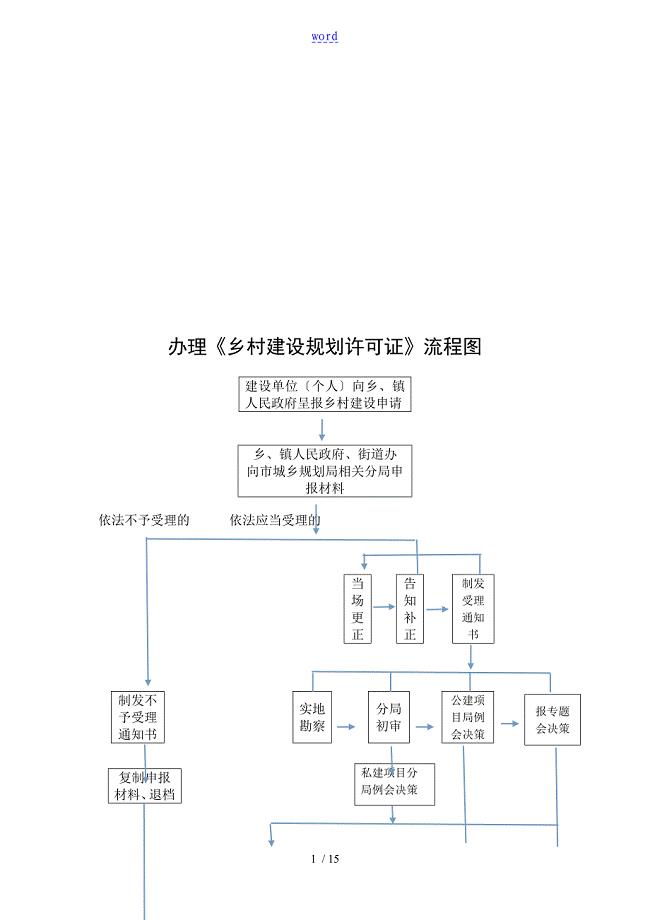
办理《乡村建设规划许可证》流程图
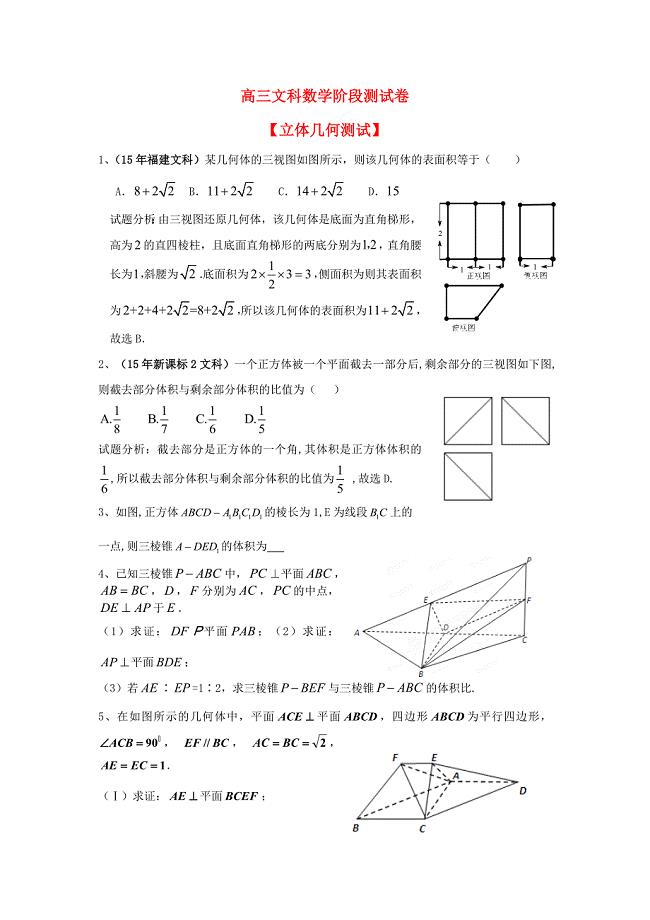
吉林省东北师范大学附属中学高三数学第一轮复习阶段测试卷立体几何文
特种设备相关事故调查报告

EDA四位十进制频率计课程设计报告解析
二年级语文第六单元检测卷
2022辞旧迎新经典祝福短信
森林防火倡议书汇总五篇
 煤矿设备检修工艺设计流程
煤矿设备检修工艺设计流程
2023-08-06 89页
天津市武清区大良中学高二数学排列组合的解题模式学案
2022-10-19 2页
福建省南安市石井镇厚德中学七年级地理上册4.3人类的聚居地聚落导学案无答案新版新人教版
2023-08-18 2页
六年级数学计算题专项训练超强
2024-02-19 3页
2022-2023年人力资源管理试题库带答案第286期
2023-11-23 24页
2022-2023年会计专科考试题库及答案(350题)第66期
2023-12-12 101页
危险化学品生产单位-安全管理人员考试内容及考试题满分答案10
2023-08-13 20页
售楼处理石保养合同
2023-07-23 7页
第二周高二化学组集体备课教案
2023-10-30 11页
苏教版三年级上册平移和旋转教案教学文档
2023-07-10 6页