
工学实习报告
11页
1、工学实习报告本次实习为时两周。第一周,星期一今天我们在教室粗略了解了工业工程 . 工业工程,是从 科学管理的基础上发展起来的一门应用性工程专业技术。由 于它的内容强调综合地提高劳动生产率、降低生产成本、保 证产品质量,使生产系统能够处于最佳运行状态而获得最高 之整体效益,所以近数十年来一直受到各国的重视,尤其是 那些经历过或正在经历工业仳变革的国家或地区,如美国、 日本、四小龙及泰国等地方,都有将其视为促进经济发展的 主要工具,同时相对地 IE 技术在这种环境下亦得到迅速的 成长。如任何一门工程技术一样,工业工程也有其代表性成果, 如:在生产系统领域,一直主导工业发展的“生产模式” 。 工业工程最早期的成果就是“福特生产方式” ,它是以大规 模的流水生产方式来提高生产效率、降低劳动成本的,这一 生产模式主导了长达半个世纪的工业进程。随着市场和技术 的发展,随着人们对工业发展的长期实践、认识与研究,在 近三十年里,各种先进的生产模式层出不穷,如对日本汽车 工业发展及至全世界制造业产生重要影响的准时生产方式、 精益生产方式,具有美国信息时代生产制造特征的敏捷制造 方式,以及现在人们谈论很多
2、的大规模定制生产方式。这每 一种生产方式,都极大地影响着整个企业的运作,通过改善 企业的业务流程,改变和发展了企业的经营方式,从而推动 了全人类近半个世纪的高速发展。 现阶段的 IE 的主要工作 范围大致是: 工程分析、 工作标准、 动作研究、 时间研究、 时间标准、 时间价值、 价值分析 、工厂布置、搬运设计等 星 期二今天我们参观了电子元件和一些材料的制造流程 . 电 子元件是组成电子产品的基础 . 电子元件正进入以新型电 子元件为主体的新一代元器件时代,它将基本上取代传统元 器件,电子元器件由原来只为适应整机的小型化及其新工艺 要求为主的改进,变成以满足数字技术、微电子技术发展所 提出的特性要求为主,而且是成套满足的产业化发展阶段。星期三 上午我们去了解了机床和船舶,参观了码头并去甲板上 了解了官兵的生活环境。 关于船舶建造一般分为以下几个 过程:1 、生产设计、相关材料和设备的采购 这个过程一般 都是船厂来完成的,不过现在部分设计单位也具有生产设计 的能力。生产设计的好坏直接关系到船舶生产的进度及质量。 另外,船厂的采购部门必须向其他设备商订购主机及其他配 件。2、板和型材的加
3、工放样这和机械设计中的放样差不多,不过船舶的曲面是二维 的,其放样的难度甚至高于飞机。传统的船厂有专门用于放 样的样楼,而现代化的船厂基本上都采用计算机放样了,不 过部分过于复杂且不可展开的曲面还是必须人工放样。板和型材的预处理板和型材到了船厂以后,首先要进行校平,表面除锈然 后上底漆。因为钢是很容易生锈的,不做预处理的话等船造 出来了板至少要烂掉 1/10 。下料及成型加工下料简单地说就是按照放好的样子切板和型材。现在大 部分船厂在这方面都实现了自动化。不过,成型加工一般比 较麻烦,薄板和型材通常采取冷弯加工的方法而厚板及部分 曲率很大的结构必须采取热加工的方法成型。一般即使是很 有经验的老师傅烧一个球首也要一个多月。3、分段组装这个过程的工作量很大,主要是在车间内把形材和板焊 接成分段,再用平板车将这些分段运输到现场。4、船体合龙就是在船台上和船坞内把分段组合成船。这个过程难度 是比较大的,劳动迁都也很高。该过程涉及到大量的起重和 焊接作业,因为对设备要求较高,该过程是船舶生产中的瓶 颈。5、下水 这个过程是船舶建造中最危险的过程,一旦发生事故整 个船就报废了。具体过程没什么好说的
4、。6、码头舾装 把管子,阀门和其他大型设备及装潢材料装上船。这个 过程涉及到的专业最多,是船舶建造中最混乱也最容易发生 事故的过程。7、试验交船 包括系泊试验和航行试验,主要是测试实际建造完成后 船舶各方面的性能数据。星期四 / 五 这两天我们自己动手拆装柴油机发动机。目的是了解柴 油发动机的结构和组装过程。 柴油发动机的优点是功率大、 经济性能好。柴油发动机的工作过程与汽油发动机有许多相 同的地方,每个工作循环也经历进气、压缩、做功、排气四 个行程。但由于柴油机用的燃料是柴油,其粘度比汽油大, 不易蒸发,而其自燃温度却较汽油低,因此可燃混合气的形 成及点火方式都与汽油机不同。不同之处主要是,柴油发动 机气缸中的混合气是压燃的,而不是点燃的。柴油发动机工 作时进入气缸的是空气,气缸中的空气压缩到终点时,温度 在500-700 C,压力40 50个大气压。活塞接近上止点时, 发动机上的高压泵以高压向气缸中喷射柴油,柴油形成细微 的油粒,与高压高温的空气混合,柴油混合气自行燃烧,猛 烈膨胀,产生爆发力,推动活塞下行做功。此时的温度可 1900-XXoC,压力可达 60-100个大气压,功率
《工学实习报告》由会员桔****分享,可在线阅读,更多相关《工学实习报告》请在金锄头文库上搜索。
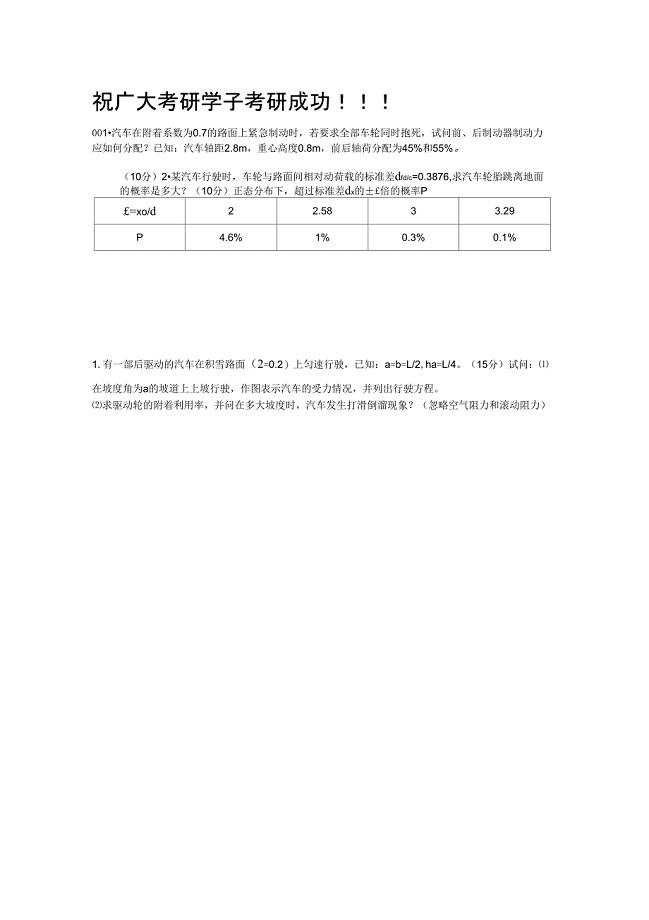
0-06长大汽车理论大题
《数学思考》教学设计
小学语文培优计划指导思想(DOC 15页)
委托加工协议
个人借款合同锦集九篇
军训第二天的感想及心得体会
大班主题活动教案:有趣的十二生肖教案(附教学反思)
浙江宁波宁海县人武部招考聘用编外用工3人模拟试卷【附答案解析】(第1卷)
保障性住房建设管理办法
《小英雄雨来》重点难点疑点解析
最新 【人教版】高中语文练习题学案:6.4 入乡问俗——语言和文化含答案

东北大学21秋《环境水文学》平时作业一参考答案98

2017级七年级三单元(3-6章)调研题
感谢师恩毕业感言

白酒业务员工作计划模板2022
超市员工的个人工作总结范本(4篇).doc
期末综合检测卷
“读书节”启动仪式致辞
同事生日快乐祝福语
质点参考系和坐标系教案设计
 广州大学生职业生涯规划调查报告
广州大学生职业生涯规划调查报告
2022-11-02 6页
文艺部工作计划书
2023-03-03 11页
定位测量放线施工方案
2023-08-24 14页
数控车床加工中刀具补偿的应用
2022-10-13 27页
年产五万吨合成氨合成工段工艺设计
2023-09-09 53页
工程设计-人民东路桥施工组织设计
2022-07-23 50页
呼吸机比较主要大品牌
2023-12-23 13页
家庭教育中应注意孩子的九种不良习惯
2023-11-05 3页
买卖合同模板集锦七篇
2024-03-05 19页
隧道排水沟电缆槽施工secret
2022-11-14 6页