
模具课程设计冲孔落料连续模[运用分享]
15页
1、冲压工艺学学习报告题 目: 落料冲孔连续模报告 学 院: 机械工程学院 专业年级: 工业工程12级 姓 名: 谢 兵 班级学号: 工程12-01-08 指导教师: 伦 凤 艳 二一五 年 十 月 九 日 目录模具设计说明 2 1.冲压件工艺性分析 2 2.冲压工艺方案的确定 3 3.主要设计计算 3 4. 模具总体设计 6 5. 主要零部件设计 66模具总装图 107冲压设备的选定 108、模具的装配 11主要参考文献: 13 学习小结 14模具设计说明题目:落料冲孔连续模报告任务描述:工件名称:冲孔落料件工件简图:如下图 生产批量:中批量生产材料:Q235A材料厚度:2mm零件公差:IT13展开板金件,设计一副冲孔、落料连续模。为弯曲模准备毛坯。图1 工件图1.冲压件工艺性分析(1)冲裁件结构形状分析该冲裁件结构简单,从图中不难看出,此工件只有冲孔和落料两个工序。其外形为规则形,内部有两个小孔和一个方孔,结构较为简单适合冲裁。(2)尺寸制件图给出的外形为规则形,其尺寸为50*70,两个内孔直径为8mm和一个10*15mm的方孔,其尺寸如图1所示,制件厚度为2mm。属于中等尺寸的冲裁件
2、。(3)尺寸精度从图1可知,该制件的公差等级为IT13级,用冲裁加工可以达到该精度要求。其余尺寸为自由公差,精度要求不高,所以均按IT14级确定制件公差。(4)表面粗糙度该制件的厚度为2,查表可知表面表面粗糙度为6.3m。冲裁件内、外形可到达的经济精度为0.16mm和0.23mm,两孔中心距公差为0.12mm,孔中心与边缘距离尺寸公差为0.6mm。2.冲压工艺方案的确定该工件包括落料、冲孔两个基本工序,可有以下三种工艺方案:方案一:先落料,后冲孔。采用单工序模生产。方案二:落料和冲孔复合冲压。采用复合模生产。方案三:冲孔落料级进冲压。采用级进模生产。方案一模具结构简单,但需要两道工序两套模具,成本高而生产效率低,难以满足大批量生产要求。方案二只需一套模具,工作精度及生产效率都比较高,但制造难度大,并且冲压成品件留在模具上,清理模具上的物料影响冲压速度,操作不方便。方案三也只需要一副模具,生产效率高,操作方便,设计简单,由于工件精度要求不高,完全能满足工件技术要求。所以经过比较和根据任务要求,采用方案三最为合适。3.主要设计计算 (1)排样方式的确定以及计算设计级进模,先要设计条料排样图
3、。工件图可视为一矩形中间冲孔,直排材料利用率最高。如图一所示的排样方法,可减少废料。第一次冲裁使用活动挡料销,然后第二次可用固定挡料销。因为宽度L=70mm,取搭边a=3.0mm,=2.0mm,条料宽度为=76mm,步距为S=52mm,一个步距的材料利用率为77.4% 。 图2 (2)压力中心的确定及相关计算 图a 图3 图b 图a:因为制件对称,压力中心一定在对称轴Y上,及x=0,由机械原理可以计算出,y=34.53mm。图b的压力中心为(39.31,34.57)。(3)冲压力的计算:用平刃口模冲裁时,其冲裁力一般按下式计算: Q235-A的抗拉强度为370500 MPa,取=440 MPa。所以338153.6N=338.15KN推件力:=16.9N选择冲床总压力=355.05N,查压力机规格表,根据总压力初选压力机为J23-40。卸载力、推件力和顶件力系数如下:表一料厚K(卸)K(推)K(顶)钢6.50.0150.040.250.03铝,铝合金0.030.080.030.07纯铜,黄铜0.020.060.030.09(4)工作零件刃口尺寸计算 在确定工作零件刃口尺寸计算方法之前,
《模具课程设计冲孔落料连续模[运用分享]》由会员cl****1分享,可在线阅读,更多相关《模具课程设计冲孔落料连续模[运用分享]》请在金锄头文库上搜索。
2015年关于白领美食调查报告范文

电大高层建筑施工考试小抄(最新完整版小抄)中央电大专科《高层建筑施工(土木工程)》考试小抄
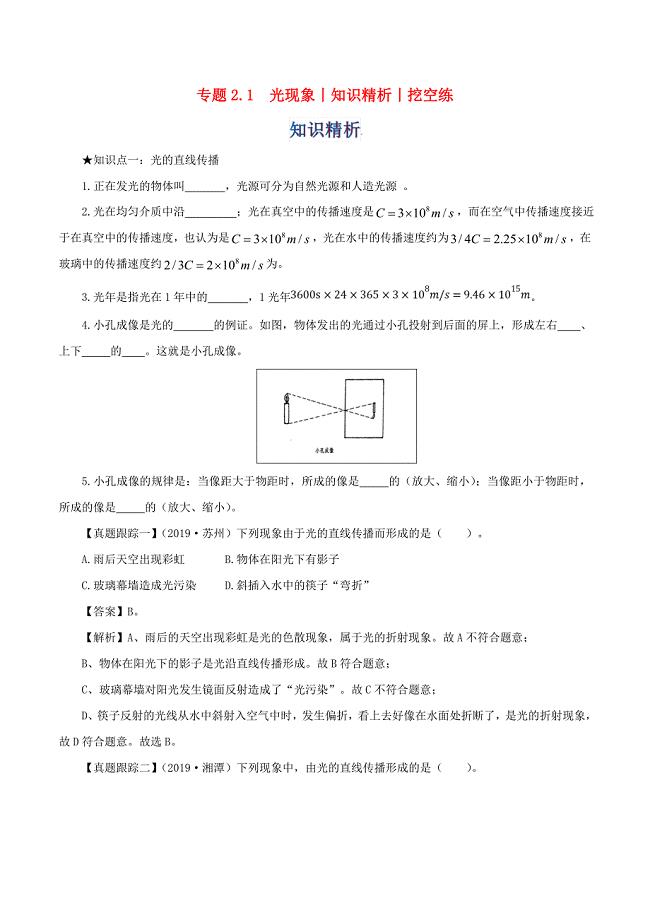
2020年中考物理知识专题21光现象知识精析和挖空练
档案保密自查报告
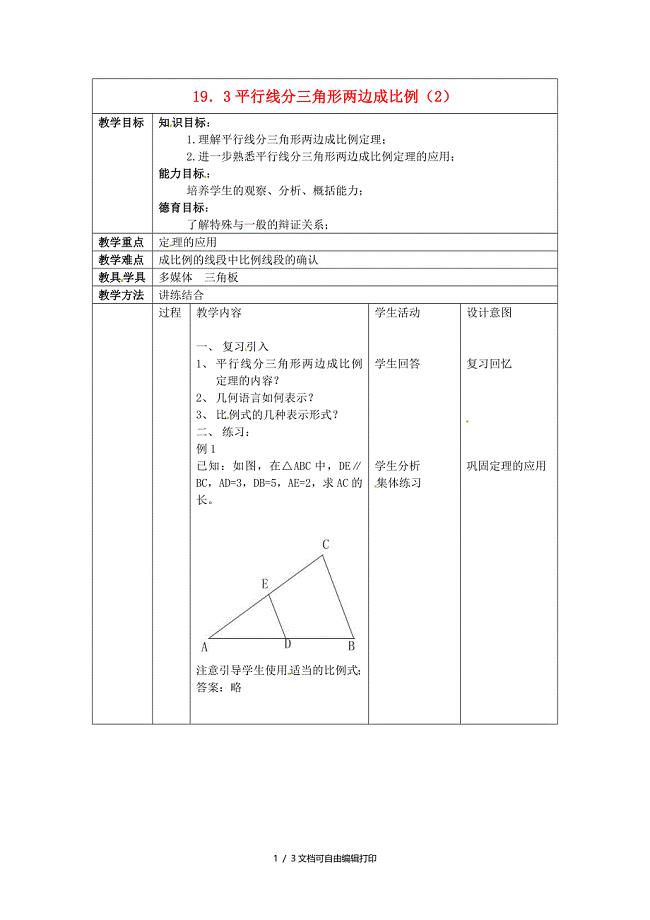
九年级数学上册19.3平行线分三角形成比例教案2北京教改版
推荐-如何履行工作职责
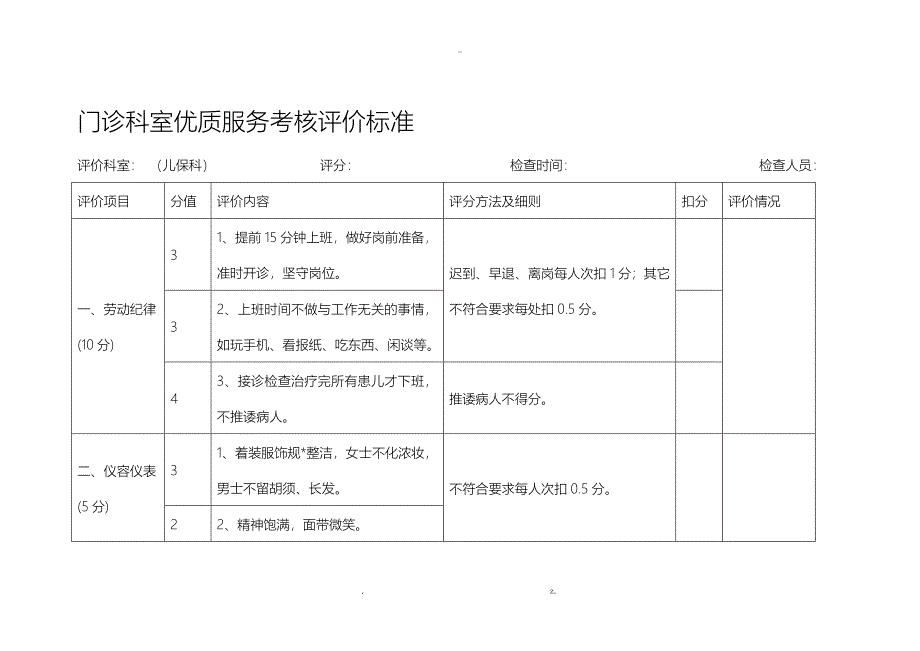
门诊科室优质服务考核评价标准
男女自愿离婚协议书模板(5篇)
最新 最新规划建设上海临港综合经济开发区的情况汇报
xx信息数字化改革建设项目分析

14高尔基和土地的儿子
2022年通信工程师-初级通信工程师考试内容及全真模拟冲刺卷(附带答案与详解)第100期
2023年山东省济宁市泗水县杨柳镇周家庄村社区工作人员考试模拟试题及答案
数电课程设计——简易交通灯控制逻辑电路
唐山自动化检测设备项目实施方案
常见疾病的康复训练常见疾病康复
红高粱影片民俗分析
工作环境和污染控制控制程序
机房群控知识
2016年家长学校工作计划
 西北工业大学21春《数据结构》离线作业1辅导答案45
西北工业大学21春《数据结构》离线作业1辅导答案45
2023-05-31 11页
烟花爆竹经营单位-安全管理人员资格证书资格考核试题附参考答案49
2023-08-06 19页
2022年湖南省建筑施工企业安管人员安全员C3证综合类资格证书考试历年真题汇编(精选)含答案2
2023-08-29 21页
中国石油大学华东21春《汽车理论》在线作业一满分答案35
2024-01-23 13页
2022年通信工程师-初级通信工程师考试内容及全真模拟冲刺卷(附带答案与详解)第100期
2022-10-07 15页
2023年山东省济宁市泗水县杨柳镇周家庄村社区工作人员考试模拟试题及答案
2023-06-15 80页
2022年10月北京师范大学温州附属学校(筹)教师招聘历年高频考点试题答案解析
2022-07-18 77页
初级经济师《商业经济》考试(全考点覆盖)名师点睛卷含答案35
2024-01-13 22页
2022军队文职人员招聘-军队文职公务员考前拔高名师测验卷17(附答案解析)
2023-11-29 5页
2022教师资格-幼儿综合素质考试全真模拟卷6(附答案带详解)
2023-05-20 6页