
装配定位方法
15页
1、目录 第一章:飞机铆接装配定位的方法 1一、基准件定位法 1二、画线定位法 1三、装配孔定位法 2四、装配型架定位法 3 第二章:飞机铆接的制孔位置和方法 3 第一节:确定孔的位置 3一. 按图样尺寸划线 4二. 按样板划线 4三. 按导孔钻孔 4四. 按钻模钻孔 4 第二节:制孔的方法4一. 冲孔 5二. 钻孔 5三. 铰孔 6四. 拉孔 6五. 孔的质量检查 6 第三章:铆接的分类和工艺过程7一. 普通铆钉的种类、代号和材料 7二. 铆钉长度的选择 9三. 铆接的工艺过程 10 第四章:铆接的技术要求 10一. 铆钉孔位置的技术要求10二. 铆钉孔的技术要求11三. 铆钉窝的技术要求12 第五章:铆接的质量检查分析13一、铆接质量检查 13二、铆接质量分析15三、铆接分解15第一章:飞机铆接装配定位的方法飞机装配过程中的首要问题是确定零件,组合件之间的相对位置。定位方 法是完成在装配过程中定位零件、组合件的手段,包括基准件定位法、画线定位 法、装配孔定位法和装配型架定位法四种。一、基准件定位法 待装配的零件、组合件以基准零件、组合件或者先装的零件、组合件来确 定装配位置、如(图 1
2、-1)所示,连接框和长行用的角片可以预先装在长行上, 然后按角片确定框的纵向位置,或者在骨架装配时按框和长珩定位角片。这种基 准件定位法要求基准件位置准确、刚性强,多用于小零件和小组合件的定位,方待装配的零件按画在零件上的线条确定装配位置,如(图 1-2)所示,角材 位置按腹板上划线定位。这种定位方法准确度较低,一般用于刚性较大,无协调 要求和位置准确度要求不高的零件定位;还有此方法工作效率不高,容易产生差 错,所以在飞机研制阶段为了减少工艺装配数量,采用这种方法定位零件,在成 批生产中作为一种辅助的定位方法。图 1-2 翼肋角材用画线定位示意图三、装配孔定位法装配孔定位法是把相互连接的零件、组合件分别按一定的协调手段,在相应 的位置上制出孔,装配时将孔对准,确定它们的相对位置,如图 1-3 所示。其中, 孔称为装配孔。装配孔的数量取决于零件的尺寸和刚度,一般不少于两个。在尺寸大、刚性 弱的零件上取的装配孔数量应适当增加。这种定位方法在铆接装配中应用比较广 泛。它适用于平面型和单曲面壁板型组合件装配。按装配孔定位的特点:1. 定位迅速、方便;2. 减少或简化装配型架;3. 开敞性好;4
3、 比画线定位准确度高。图 1-3 用装配孔定位示意图四、装配型架定位法 待装配的零件、组合件按型架定位件确定装配位置。架定位件的种类很多, 主要有卡板、接头定位件、定位孔定位件等。装配型架定位的特点:1. 装配的准确度高,有校验零件外行和限制装配变形的作用;2. 定位迅速、方便,可以提高装配工作生产率;3. 装配工作不够开敞,定位件占具空间;4. 保证产品达到生产互换和使用互换的要求;5. 生产准备周期长。第二章:飞机铆接的制孔位置和方法第一节:确定孔的位置 在铆接装配中确定孔位的方法一般有:按图样尺寸划线、按样板、按导孔和 按钻模等四种方法。一. 按图样尺寸划线根据产品图样上规定的尺寸,用钢板尺和铅笔在工件上划紧固件位置中心 线。此法准确度较低,生产效率也较低,钻孔的工作量大,只在试制或单件生产中 采用,以减少工艺装备的数量。二. 按样板划线 根据产品的实际情况,如曲面零件、复杂的平面零件采用按尺寸划线很困难 时,可根据零件的形状和部位,自制划线样板或申请专用样板,但根据六点定位法 则合理地选择样板的定位基准作为划线的依据。采用样板划线效率较高,质量比 较稳定。三. 按导孔钻孔 一般
4、情况是在孔的边距较小或材料较厚、较硬的零件或结构内部零件上预制 出比紧固件直径小的孔作为导孔。按导孔钻孔的速度快、效率高、质量稳定,是 成批生产中最常用的一种方法。四. 按钻模钻孔 对于有协调互换要求,或者对垂直度、圆度、位置尺寸等要求严格的孔,以及 产品数量 大。而孔有多的,应尽量采用钻模钻孔,以保证制孔的质量。钻模一般 固定在夹具上。这种方法即可保证有关尺寸的协调,同时使用也很方便。第二节:制孔的方法 铆接装配工作中,需要制出各种各样的紧固件的孔,如铆钉孔、螺栓孔等。对 各种各样的孔要求不一样,采用的加工方法也不同。常用的制孔方法有:冲孔、 钻孔、铰孔和拉孔等。对制出的孔应符合:1. 孔径大小应符合规定,精度不超过公差范围;2. 孔中心线与零件表面垂直度不超过公差要求;3. 孔壁的表面粗糙度达到规定要求,不允许有棱角、毛刺、划伤、压伤等其 他缺陷。一. 冲孔 冲孔是借助于冲模在冲孔设备上进行的。冲孔设备包括手动冲孔钳、手提式 冲孔机、台式冲孔机及其他设备。这种方法在飞机铆接装配中很少使用,它仅使 用于钻孔难以保证质量和钻孔效率很低的情况下,如在薄不锈钢零件上制孔。但 对应力敏感性高
《装配定位方法》由会员hs****ma分享,可在线阅读,更多相关《装配定位方法》请在金锄头文库上搜索。
大班安全教案多篇汇总版带反思
大学秘书处负责的职责是什么
![自动控制原理知识点总结[1]](https://union.152files.goldhoe.com/2024-1/5/b5acd970-e4a5-4a47-b976-81d8a0dae729/pic1.jpg)
自动控制原理知识点总结[1]
NIKE员工聘用合同(营业员)
大学生社团个人活动总结(4篇).doc
2023年内蒙古呼和浩特市赛罕区黄合少镇南地村社区工作人员考试模拟题及答案
坚持作文之写坚持的作文开头
广东省惠州市惠阳一中实验学校高中数学2.3函数的基本性质第1课时导学案无答案新人教B版必修1
设置医疗机构申请表格填写范文
东方名居项目申请建设可行性分析报告书
李家峡南干渠工程隧洞专项施工组织设计
人教版四年级语文下册《将心比心》教案
无花果项目商业计划书
郴州市制造业技能培训项目可研报告参考范文
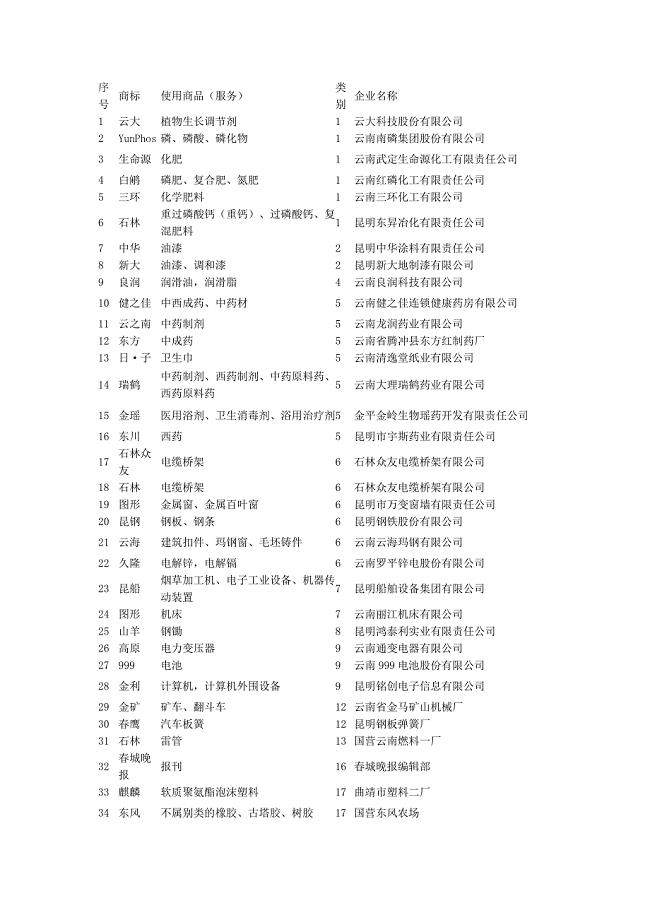
云南著名品牌(精品)
东北大学22春《创造学》综合作业二答案参考44
2023年二级建造师建设工程法规重点题试题教材
学前特殊儿童教育重点自考
不喝酒的保证书三篇

学生朗诵比赛主持词开场白范文
 平面艺术设计专业
平面艺术设计专业
2023-07-06 12页
中文地址和公司的翻译原则
2023-03-23 4页
LTE 承载建立修改释放流程学习整理
2022-11-26 10页
聚氨酯粘结机理
2022-12-12 7页
非谓语动词及特殊动词辨析
2023-02-12 9页
aoeiuü单韵母教学
2022-10-14 3页
上级单位整改情况回复
2024-01-16 2页
项目激励奖分配管理办法(第1版)
2023-09-18 3页
纳入环境保护登记管理建设项目
2023-12-01 24页
三十班小故事细节决定成败
2023-05-25 2页