
毕业设计(论文)基于PLC控制的自动加工监控系统设计
40页
1、 本科毕业设计(论文)题目:基于PLC控制的自动加工监控系统设计学生姓名学号教学院系专业年级指导教师职称完成日期摘 要随着计算机技术、自动控制技术的发展及现代工业生产过程的需求,越来越多的计算机监控系统正在广泛应用于各种工业生产过程。自动化加工是现代加工生产的主要方式,自动化监控系统可以大大提高加工生产的效率和质量,因此自动化加工监控系统在现代工业中变得十分重要。本设计是以自动生产流水线模型的加工单元为控制对象,基于罗克韦尔可编程控制器的模拟控制系统设计和实现。模拟控制系统硬件采用ControlLogix1756控制器、1756 CNB/E模块、Flex I/O 1794端口和自动生产流水线模型。在模拟控制软件方面,根据加工工艺流程和控制要求,利用RSLogix5000软件编程并通过控制电磁阀驱动气缸带动传送带、机械手、钻杆器、钻绞器,实现工件的传送、钻孔、绞孔的全自动加工过程的控制,利用RSNetwork实现控制网的组态、并利用RSView32编程软件实现自动加工模拟控制系统的组态界面的本地和远程监控。将本系统结合实际工艺要求和条件进一步加以改进及完善后,可以用于实际的自动加工监控控
2、制,因此本系统对实际加工生产的自动监控系统设计具有一定的参考价值。关键字:罗克韦尔自动化;计算机监控系统;自动加工IAbstractWith computer technology, automatic control technology and the needs of modern industrial processes, more and more computer monitoring systems are widely used in various industrial processes. Automated processing is the main form of modern processing, automated monitoring system can greatly improve production efficiency and quality mechanic, so automated processing control system in modern industry has become very important.The de
3、sign is based on Automation production line model for the control of the object processing unit, Rockwell PLC-based analog control system design and implementation. Analog control system hardware using ControlLogix1756 controller, 1756 Shenzhou Business / E module, Flex I / O ports 1794 and automatic production line model. In the simulation control software, according to the process flow and control requirements, the use of software programming and RSLogix5000 electromagnetic valve cylinder by c
4、ontrolling the drive belt, manipulator, control drill, drill cutter, which realizes transmission parts, drilling, reaming the whole automatic process control to achieve control network using RSNetwork configuration and programming software using RSView32 analog control system for automatic processing of the configuration interface of the local and remote monitoring.The system combines the actual process requirements and conditions to be improved and refined further, automatic processing can be u
《毕业设计(论文)基于PLC控制的自动加工监控系统设计》由会员pu****.1分享,可在线阅读,更多相关《毕业设计(论文)基于PLC控制的自动加工监控系统设计》请在金锄头文库上搜索。
一年级下学期小学语文期中真题模拟试卷UC9
2022年华南师范大学招考聘用学生思想政治教育工作人员28人模拟试卷【附答案解析】(第7版)
【多篇】2023年应聘自我介绍范文合集4篇
爱心助学倡议书
六一节学生代表发言稿模板(2篇)

钢厂KR铁水预处理工艺设计
中班科学教案
幼儿园主题活动教学设计
学校上半年教育工作总结范文
中考系列复习之——古诗词阅读

饲料产品品牌合作合同
![[精编]校园红领巾广播稿六一节](https://union.152files.goldhoe.com/2023-8/16/e547f7f5-4fd9-455c-9075-05606bb4f6a8/pic1.jpg)
[精编]校园红领巾广播稿六一节
衡水市道路交通安全项目商业计划书_范文模板
nyzc绝缘靴(手套)耐压试验装置
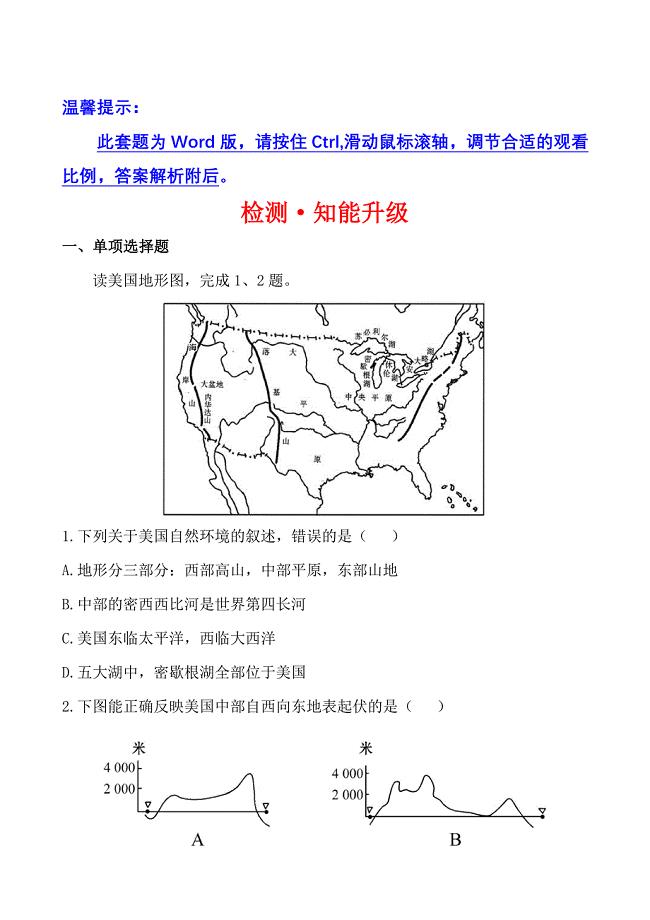
检测·知能升级第八章
海南的五指山导游词
保育员第三章教案(校模板)
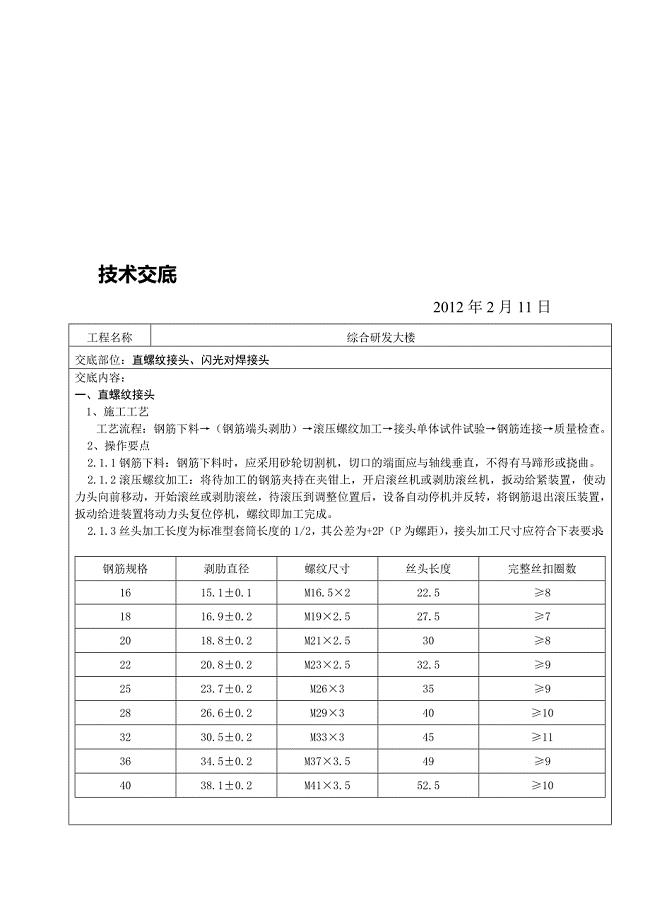
直螺纹接头、闪光对焊接头
2023年青海省黄南州河南蒙古族自治县柯生乡社区工作人员考试模拟题及答案
国家开放大学个人与团队管理组织形考任务5
 2023年法院个人实习总结
2023年法院个人实习总结
2023-11-04 41页
中医院医疗纠纷预防与处理办法
2023-05-22 6页
高速公路收费站特殊情况车辆处理方法(特情操作)
2023-03-28 2页
2022护士辞职报告范文汇总9篇(多篇)
2023-12-25 12页
一级建造师执业资格考试报名表
2024-01-04 9页
2022关于财务会计实习周记范文汇编6篇
2023-11-14 10页
2022年学校元旦联欢晚会主持词
2024-02-15 10页
竞职演讲稿范文7篇
2022-10-08 14页
【精编】2022年六一儿童节演讲稿范文五篇
2023-09-13 8页
关于诚信演讲稿1000字(精选3篇)
2022-08-17 7页