
设计气门摇杆轴支座零件的机械加工工艺规程及专用夹具毕业设计论文word格式
17页
1、机械制造工艺学课程设计说明书题目:设计气门摇杆轴支座零件的机械加工工艺规程及专用夹具内容:(1)零件图 1张(2)毛坯图1张(3)机械加工工艺规程卡片 12张(4)夹具装配总图 1张(6)夹具零件图 1张(7)课程设计说明书 1份原始资料:该零件图样一张;生产纲领5000件/年。班级:06级机制(4)班 学生:叶军 学号:606014035 指导老师:蒋克荣 时间:2009年 6月 22日机械制造技术课程设计任务书机械工程系06级机制(4)班适用 按照分组要求(全班同学共39人,分为13个小组,每组3名同学),每组同学在提供的备选题中选择一种零件。一、 设计题目:编制零件机械加工工艺规程。二、 设计依据:零件资料:(每小组)该零件图样一张;生产纲领:年产量5000件/年;生产班次:每日1班,全年按300天计算。三、 设计内容:、 绘制零件、毛坯图各一张(3#图);、 编制零件工艺规程,绘制并填写工艺规程卡片;、 绘制并填写零件重点工序加工工序卡;、 编写零件机械加工工艺规程及工艺装备设计计算说明书。四、 设计要求:工艺规程可行,参数选择正确,设计计算准确,文字语句通顺,视图绘制规整。五
2、、 设计时间:三周(有效日21天)。具体分配如下:布置任务、准备资料 1天参数选择及计算 5天绘制零件、毛坯合图 3天编制工艺规程并填写工艺规程卡片 4天绘制指定重点工序的工序卡片 3天整理设计计算说明书及答辩 3天六、 参考资料:、 机械制造基础相关教材、 互换性与技术测量相关教材、 机械工艺师设计手册零件图附图1:气门摇杆轴支座目录第一部分:设计目的 1 第二部分:设计步骤一、零件的作用 1 二、确定毛坯,画毛坯、零件图 2 三、工艺规程设计 3 四、加工工序设计 8五、工序尺寸的计算 10 六、确定切削用量时及基本工时 七、夹具设计八、填写机械加工工艺卡和机械加工工序卡第一部分设计目的:机械制造工艺学课程设计是在学完了机械制造工艺学(含机床夹具设计)和大部分专业课,并进行了生产实习的基础上进行的一个教学环节。这次设计使我们能综合运用机械制造工艺学中的基本理论,并结合生产实习中学到的实践知识,独立地分析和解决工艺问题。初步具备了设计一个中等复杂程度零件(气门摇杆轴支座)的工艺规程的能力和运用夹具设计的基本原理和方法,拟订夹具设计方案,完成家具结构设计的能力,也是熟悉和运用有关手册,
3、图表等技术资料及编写技术文件技能的一次实践机会,为今后的毕业设计及未来从事的工作打下良好的基础。由于能力所限,经验不足,设计中还有许多不足之处,希望各位老师多加指导。第二部分一 零件的分析(一) 零件的作用气门摇杆轴支座是柴油机一个主要零件。是柴油机摇杆座的结合部,20(+0.10+0.16)孔装摇杆轴,轴上两端各装一进气门摇杆,摇杆座通过两个13mm孔用M12螺杆与汽缸盖相连,3mm轴向槽用于锁紧摇杆轴,使之不转动。(二)零件的工艺分析 由附图1得知,其材料为HT200。该材料具有较高的强度,耐磨性,耐热性及减振性,适用于承受较大应力,要求耐磨的零件。 该零件上主要加工面为上端面,下端面,左右端面,2-13mm孔和20(+0.1+0.06)mm以及3mm轴向槽的加工。20(+0.1+0.06)mm孔的尺寸精度以及下端面0.05mm的平面度与左右两端面孔的尺寸精度,直接影响到进气孔与排气门的传动精度及密封,213mm孔的尺寸精度,以上下两端面的平行度0.055mm。因此,需要先以下端面为粗基准加工上端面,再以上端面为粗基准加工下端面,再把下端面作为精基准,最后加工20(+0.1+0.0
《设计气门摇杆轴支座零件的机械加工工艺规程及专用夹具毕业设计论文word格式》由会员枫**分享,可在线阅读,更多相关《设计气门摇杆轴支座零件的机械加工工艺规程及专用夹具毕业设计论文word格式》请在金锄头文库上搜索。
合作养殖合同新
废电池的回收与利用
郭沫若六大历史剧
苏教版小学语文四年级上册全册教案(教育精品)
扶绥县无公害蔬菜基地投资意向书
关于以太网技术与标准
【管理精品】中国人民银行研究生部年硕士研究生入学考试综合考试
第三章推销员的礼仪
江山市农业局
校园大扫除活动总结范文(6篇).doc
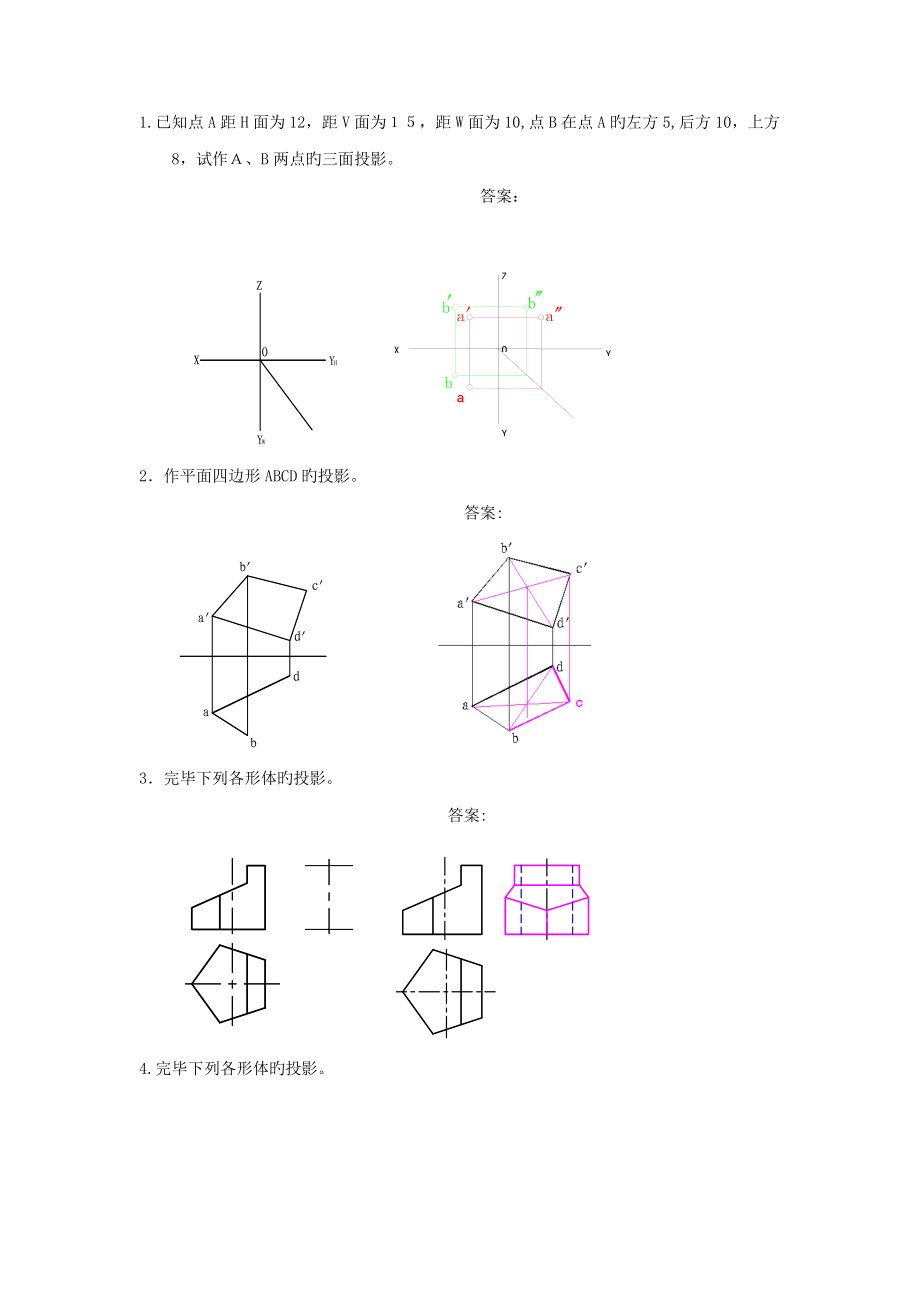
机械制图-作图题-210题(答案)
江苏省扬州市2013学年高二生物学业水平测试周练6
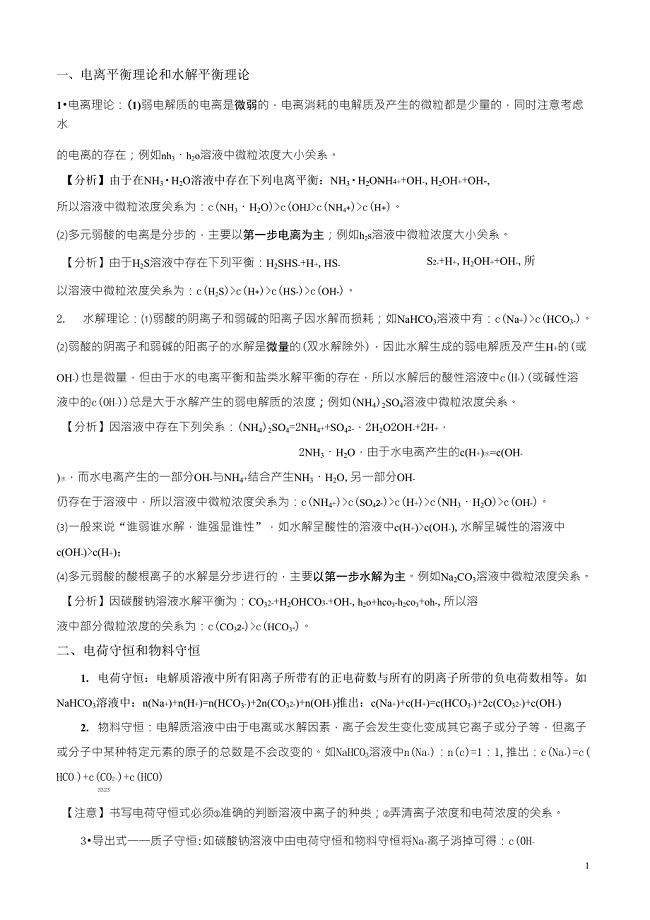
溶液中离子浓度大小比较总结归类
小班环境创设心得
工厂设备融资租赁合同书范本
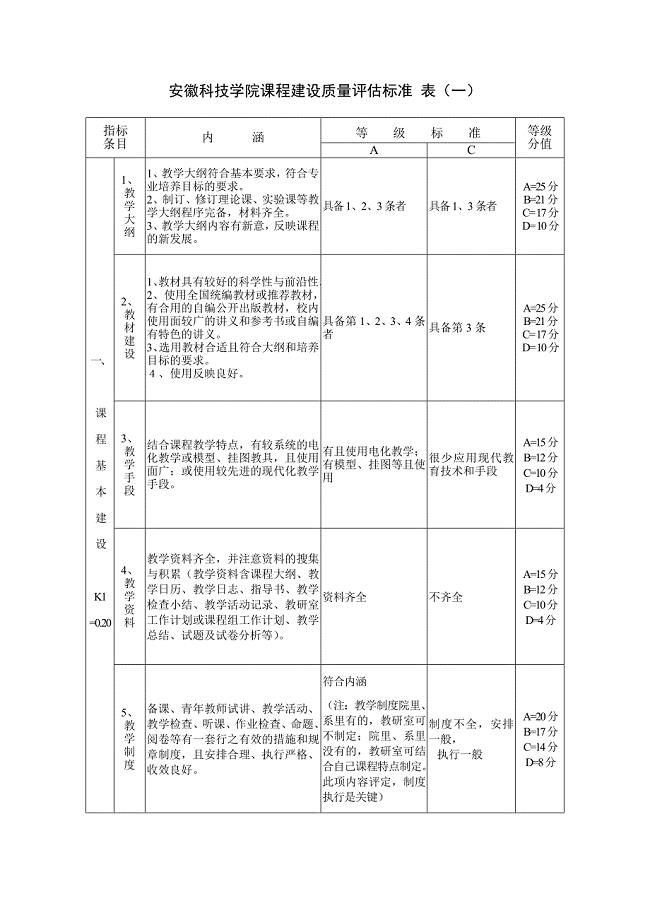
安徽科技学院课程建设质量评估标准
初一数学绝对值典型例题精讲
2022年中级经济师考试点睛提分卷223
语文人教版必修1 1-2-1《雨巷》 精品教案
汕头高二期末统考语文作文
 具有花生品格的人五年级作文
具有花生品格的人五年级作文
2022-08-03 8页
中外补偿贸易合同补偿贸易合同案例
2023-09-18 6页
加强车间内部物资管理
2023-05-09 5页
关于新年新希望演讲稿汇总9篇
2022-11-24 16页
育婴师培训计划清单与大纲设计
2022-12-23 11页
小班科学超级糖果屋教案反思
2024-01-02 2页
【管理精品】中国人民银行研究生部年硕士研究生入学考试综合考试
2023-07-19 1页
2022教师节活动策划方案
2023-01-09 11页
2023年小学三年级班主任总结(通用5篇)
2023-05-05 20页
房建质量保证体系及工程质量保证措施
2023-08-28 32页