
动力磨煤机检修规程
11页
1、动力磨煤机检修规程1 总则本规程适用于煤化工集团有限公司160T/H生产锅炉磨煤机检修维护。1.3 编写依据化工部设备维护检修规程随机资料LOESCHE磨煤机说明书2 磨煤机技术原理性能概述2.1 原理概述宇部Loesche磨煤机为种液压轧辊系统,可同时进行煤粉的研磨与分离。原煤由落煤管,经磨煤机锥形料斗落到磨盘上(研磨台),磨盘直接与减速机输出轴相连,以匀速旋转。研磨台的煤在离心力作用下被推到盘的边缘,在两个磨辊的压力、冲力和剪切力作用下研磨。同时,潮湿的煤由进入磨机内热风(一次风)干燥。经研磨的煤被一次风送到磨煤机上部的分离装置,经过分离后,合格的煤粉由一次风送至锅炉的燃烧室,由分离装置分送出的粗煤落到研磨台上再次研磨。2.2 各部润滑油规格 表1减速齿轮箱:N#220重载荷工业齿轮油加至油标红线液压加载油箱:N#46抗磨液压油加至油标红线磨辊轴承箱:N#680重载荷齿轮油用油尺探入深度为350400mm给脂泵油箱:2#锂基脂注满摇臂轴承:MoS2锂基脂注满弹簧销:半流体齿轮润滑脂注满2.3 技术性能 (表2)位号H5301-1、2型号LM18.20-LDS30Z介质煤能力最大:1
2、9.7T/H MCR时:17.9T/H 最小7.9T/H细度200目 75%以上齿轮减速机型号:LMU-067D 电机功率:250KW转速:980RPM 输出轴转速:42.85RPM制造厂日本宇部公司3 检修周期与内容(表3)检修类别小修中修大修检修周期(月)612723.1 检修周期一般应符合表3要求。3.2 根据运行情况经主管领导批准,可适当调整检修周期。3.3 检修内容3.3.1 小修3.3.1.1 检修测量磨辊油位、油质(N#680重载荷齿轮油)。3.3.1.2 检查测量磨盘衬板、磨辊磨损量及表面情况。3.3.1.3 检查、检修筒体内衬磨损。3.3.1.4 密封风管道清理。3.3.1.5 检查氮气瓶压力并根据检查情况补充。氮气瓶压力为液压张紧压力的80%,即张紧力为50kgf/cm2,则氮气瓶压力应为3540 kgf/cm2,不得低于30 kgf/cm2。3.3.1.6 高低压油泵、液压加载系统,油管线、滤网检查清理、消漏。3.3.1.7 减速机联轴器检查、检修。3.3.1.8 摇臂填料检查、必要时更换。3.3.1.9 润滑脂(2#锂基脂)管路检查、疏通。3.3.2 中修3.3
3、.2.1 包括小修内容。3.3.2.2 清洗磨辊轴承,更换润滑油。3.3.2.3 检查、紧固各紧固螺栓。3.3.2.4 检查、更换档煤圈。3.3.2.5 废料刮板检查。3.3.2.6 检查、更换磨盘衬板、磨辊套。3.3.2.7 磨辊轴轴承检查、测量,必要时更换。3.3.2.8 磨辊轴机封检查、更换易损件。3.3.2.9 摇臂轴承检查、清洗,必要时更换。3.3.2.10 检查、检修分离器。3.3.2.11 润滑油系统大修。3.3.2.12 液压系统大修。3.3.2.13 密封风系统大修。3.3.2.14 打开手孔,检查减速机齿轮。3.3.3 大修3.3.3.1 包括中修内容。3.3.3.2 减速机拆开顶盖,对减速机内部各齿轮、轴承、骨架油封、轴等其它零部件进行检测,并祝情况修理或更换。3.4 常见故障及处理方法 (表4)序号故障现象故障原因处理方法1低压润滑给油压力低于0.15Mpa1. 油温过高2. 出口过滤器堵3. 油泵齿轮间隙大或损坏4. 油品不对或油品变质5. 油泵内调压力阀松动调整油温切换过滤器并清洗检修油泵更换部件化验检查,决定是否更换调整压力阀2低压润滑给油压力大于0.7M
4、Pa(油泵内部压力阀动作)1. 油温过低2. 油润滑管线堵塞3. 齿轮面喷油孔堵塞调解油温清洗油管线清洗喷油孔3高压润滑给油压力小于1Mpa1. 油温过高2. 油泵齿轮间隙大或损坏3. 漏油4. 油泵内调压阀松动5. 油泵转动方向反向6. 减速机止推轴承损坏调整油温检修油泵消除漏点重新调整电机接线检修减速机更换止推轴承4高压润滑给油压力大于10MPa(油路减压阀动作调整后)1. 油温过低2. 油管线堵塞3. 减速机止推轴承损坏调整油温清洗管线检修减速机更换止推轴承5高压油泵入口压力小于0.05MPa(油路减压阀调整动作低压润滑系统正常)1. 油路减压阀坏2. 过滤器堵塞检查修理切换清洗6输入轴温度小于651. 输入轴轴承损坏2. 给油温度过高检查轴承或调整油温7油过滤器压差大于1.5kg/m21. 油网堵塞2. 油品变质或油品品种不对切换清洗并分析杂物是何物化验检查,决定更换8润滑油温小于2038或大于451. 冷却水流量过大或过小2. 油冷器结垢减小或增大水量检修冷却器9润滑油温小于201. 冷却水量过大2. 加热器不工作减小水量检查加热器,并修复投用10液压油系统无油压力指示1.
《动力磨煤机检修规程》由会员桔****分享,可在线阅读,更多相关《动力磨煤机检修规程》请在金锄头文库上搜索。

饮品店计划书DOC13页

XXXX年产品价格明细表
(通用版)2021高考化学二轮复习专题五化学反应与能量教案
防眩光玻璃的制备及性能表征
2023年创新企业文化成就企业未来
如何让学生完整流畅的唱好一首歌
“万名市民文明行携手共建文明城”专题活动倡议书
2021年采购员工作计划_2
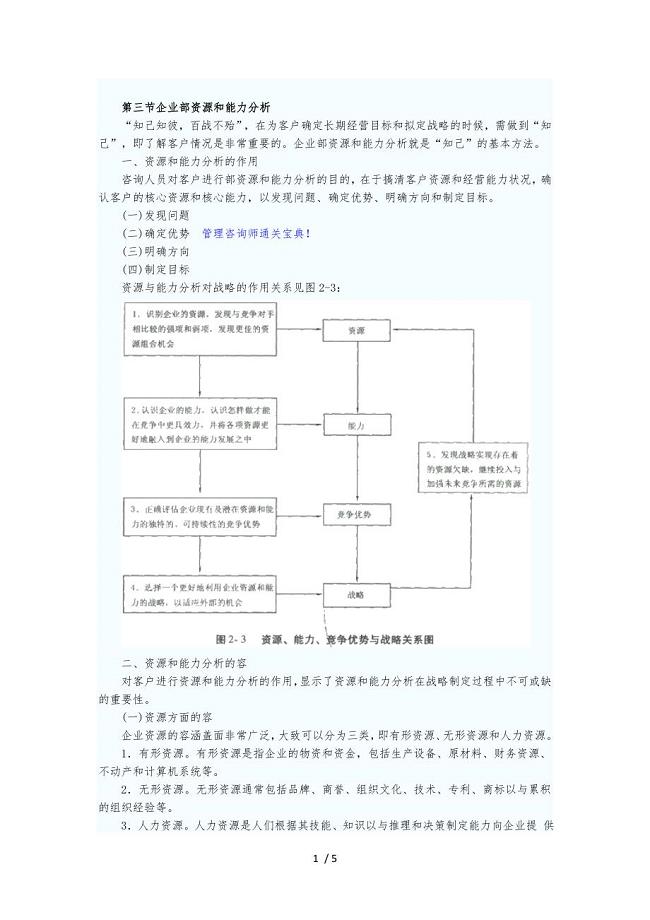
企业内部资源和能力分析
豆浆机单片机课程设计
无损检测技术在聚乙烯(PE)管道系统检验中的应用
商场导购社会实践报告-范例
某高速公路监理组织及监理人员的岗位职责
浅谈余华小说活着的电影改编
建筑工程房屋沉降观测报价书
光的传播说课稿
房屋出租合同简易版
xx养老医养结合服务融合发展项目评估报告_范文
花生包装机项目资金申请报告模板
课程评价标准
 推荐-用格式工厂截录视频的方法
推荐-用格式工厂截录视频的方法
2023-02-20 5页
海洋大学滑坡监测方案
2023-08-24 22页
数字信号处理在生物医学的应用
2022-08-28 6页
土地登记代理资格土地权利理论与方法4
2023-05-05 14页
推荐-2016年湖南省湘潭市中考物理试卷(-含解析)
2023-09-05 28页
金属非金属矿山支柱作业安全生产资格证书资格考核试题附参考答案68
2023-04-29 17页
DL5162水电水利工程施工安全防护设施技术规范
2023-10-27 35页
饮品店计划书DOC13页
2023-09-25 13页
最新第2课时 从汉至元政治制度的演变和明清君主专制的加强汇编
2022-12-03 8页
鲁DQ等电位联结工程隐蔽验收记录
2023-12-18 12页