
面向制造和装配的产品设计-第三部分-钣金件的设计
20页
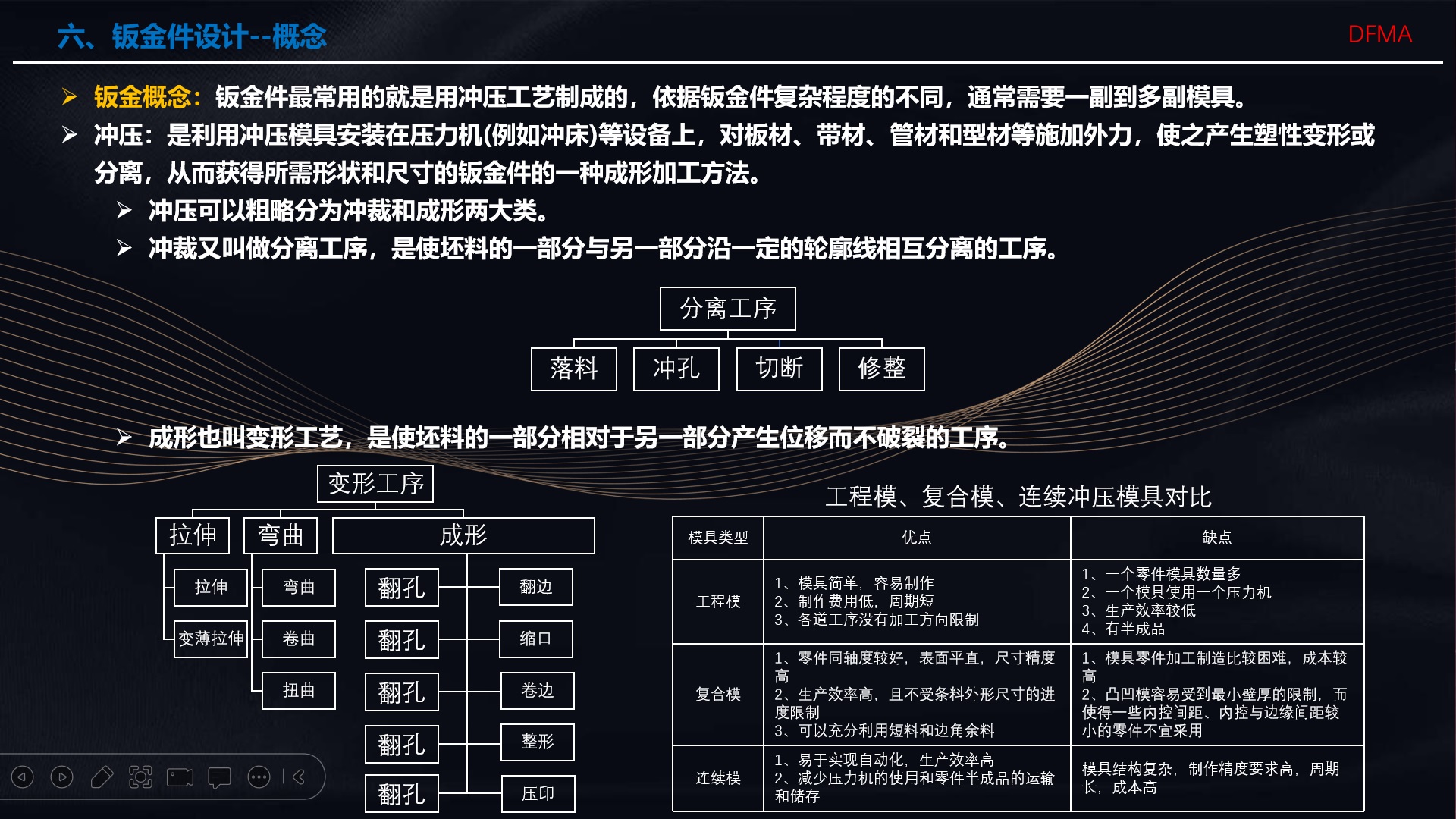
1、DFMA面向制造和装配的产品设计钣金件的设计 2023 ChiSDFMA目录概念材料类型钣金设计u冲裁u折弯u拉深u凸包u止裂槽u飞边u提高强度u降低成本u装配及对比DFMA六、钣金件设计-概念钣金概念:钣金件最常用的就是用冲压工艺制成的,依据钣金件复杂程度的不同,通常需要一副到多副模具。冲压:是利用冲压模具安装在压力机(例如冲床)等设备上,对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的钣金件的一种成形加工方法。冲压可以粗略分为冲裁和成形两大类。冲裁又叫做分离工序,是使坯料的一部分与另一部分沿一定的轮廓线相互分离的工序。成形也叫变形工艺,是使坯料的一部分相对于另一部分产生位移而不破裂的工序。分离工序落料冲孔切断修整变形工序拉伸拉伸变薄拉伸弯曲弯曲卷曲扭曲成形翻边缩口卷边整形压印翻孔翻孔翻孔翻孔翻孔模具类型优点缺点工程模1、模具简单,容易制作2、制作费用低,周期短3、各道工序没有加工方向限制1、一个零件模具数量多2、一个模具使用一个压力机3、生产效率较低4、有半成品复合模1、零件同轴度较好,表面平直,尺寸精度高2、生产效率高,且不受条料外形尺寸的进度
2、限制3、可以充分利用短料和边角余料1、模具零件加工制造比较困难,成本较高2、凸凹模容易受到最小壁厚的限制,而使得一些内控间距、内控与边缘间距较小的零件不宜采用连续模1、易于实现自动化,生产效率高2、减少压力机的使用和零件半成品的运输和储存模具结构复杂,制作精度要求高,周期长,成本高工程模、复合模、连续冲压模具对比DFMA六、钣金件设计-钣金材料普通冷轧板SPCC:钢锭经冷轧机连续轧制成的钢板卷料或板料。表面无防护,在空气中易氧化,出现暗红色铁锈。实际使用时表面需要喷漆、电镀或采取其他防护措施。镀锌钢板SECC:底料一般是冷轧钢卷,在连续电镀生产线经过脱脂、酸洗、电镀及各种后处理后即成为电镀锌产品。具有一般冷轧钢板的力学性能及近似的加工性,且具有优越的耐蚀性和装饰性。热浸镀锌钢板SGCC:将热轧酸洗或冷轧半成品,经清洗、退火、进入约460的熔融锌槽中,以使钢片镀上锌层。SGCC比SECC硬,延展性差(应避免深抽设计),锌层较厚,焊接性差。不锈钢SUS301:Cr的含量较SUS304低,耐蚀性能较差,经冷加工后能获得很好的拉伸性能和硬度,弹性较好,多用于弹片弹簧及防电磁干扰。不锈钢SUS3
3、04:含Ni,比含Cr的钢具有更好的耐蚀性、耐热性,拥有非常好的力学性能,无热处理硬化现象,无弹性。DFMA六、钣金件设计-冲裁冲裁:利用冲裁模,在压力机的作用下使板料分离的一种冲压工艺方法。冲裁是冲孔、落料、切断、切口、割切等多种分离工序的总称。冲裁是冷冲压加工方法中的基础工序,它可以直接冲制出所需的成品零件,也可以为其他冷冲压工序制备毛坯。避免钣金外部、内部尖角:R0.5T,R0.8mm。原因:u一是安全因素,钣金件的外部尖角很锋利,容易造成操作人员在制造和装配产品的时候刮伤手指,同时也可能使得消费者在使用或者维修产品的过程中刮伤手指,造成人身伤害;u二是冲压模具因素,钣金件的尖角对应在模具上也是尖角,模具凹模上的尖角加工困难,同时热处理时易开裂,而且在冲裁时模具凸模的尖角处易崩刃和过快磨损,模具寿命显著降低。u用模具一次冲制完成时,一把圆角半径R应大于或等于板厚t的一般,即R0.5t。JB/T 4378.1-1999DFMA六、钣金件设计-冲裁避免过长的悬臂和狭槽:钣金件上避免过长的悬臂和狭槽,否则冲压模具上相对应的凸模尺寸小,强度低,模具寿命短。一般来说,过长的悬臂和狭槽的尺寸
4、宽度不应小于零件壁厚的1.5倍,即A1.5T 钣金冲裁孔间距与孔边距:当钣金冲裁孔与孔或与边缘不平行时,孔间距或孔边距至少为钣金件厚度,即B1T;平行时,孔间距或孔边距至少为钣金件厚度的1.5倍,即C1.5T钣金冲裁孔的大小:冲孔太小,模具凸模尺寸小,易折断或压弯,使用寿命低。较硬材料(如不锈钢等)冲孔最小尺寸不应小于钣金厚度的1.5倍,即D1.5T冲孔优先选用圆形孔:钣金件冲孔优先选用圆孔,模具加工较容易。圆孔的开孔率较低,散热效果较差;六边形风孔开孔率较高,散热效果较好,但六边形风孔模具加工较复杂;正方形风孔开孔率最高,但因为边角是直角,模具容易磨损。因此在设计风孔时需要综合考虑模具加工容易性和系统散热效果,在满足系统散热要求的前提下,优先选用圆孔。DFMA六、钣金件设计-冲裁避免孔距离钣金折弯边或成形特征距离太近:钣金件冲裁孔距离钣金件折弯边或成形特征的距离最小为钣金件厚度的1.5倍加上折弯半径或成形半径,即E1.5T+R。否则冲裁孔极易在折弯或成形时发生扭曲变形。避免冲裁间隙过小或材料干涉:u1)当钣金件冲孔距离折弯边或成形边特征太近时,可以考虑先折弯或成形,然后再冲孔,但这会
《面向制造和装配的产品设计-第三部分-钣金件的设计》由会员mab****com分享,可在线阅读,更多相关《面向制造和装配的产品设计-第三部分-钣金件的设计》请在金锄头文库上搜索。


 塑胶件装配方式设计检查表
塑胶件装配方式设计检查表
2023-05-06 1页
面向制造和装配的产品设计检查表
2023-05-06 1页
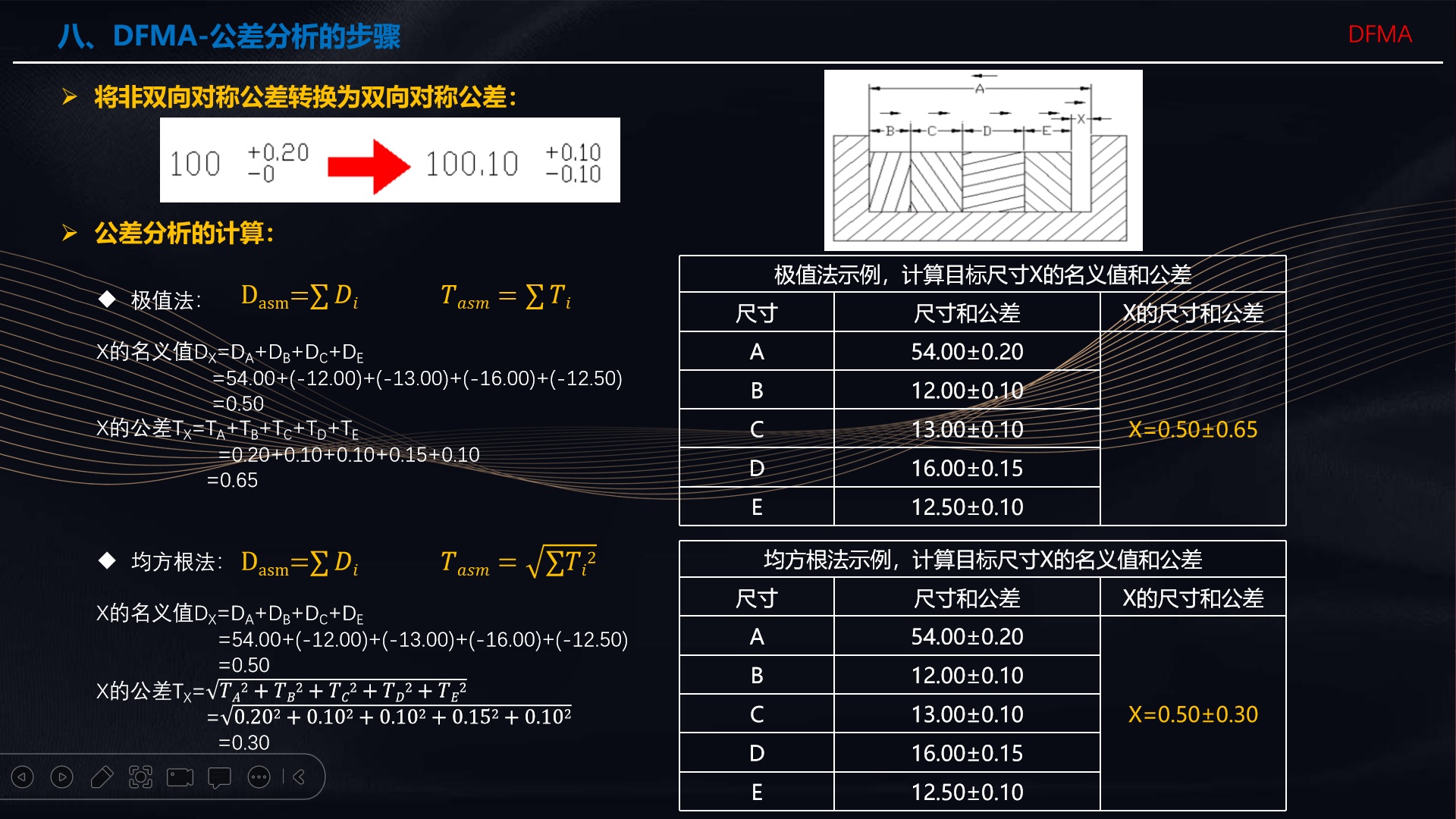
面向制造和装配的产品设计-第六部分-公差分析
2023-05-06 15页
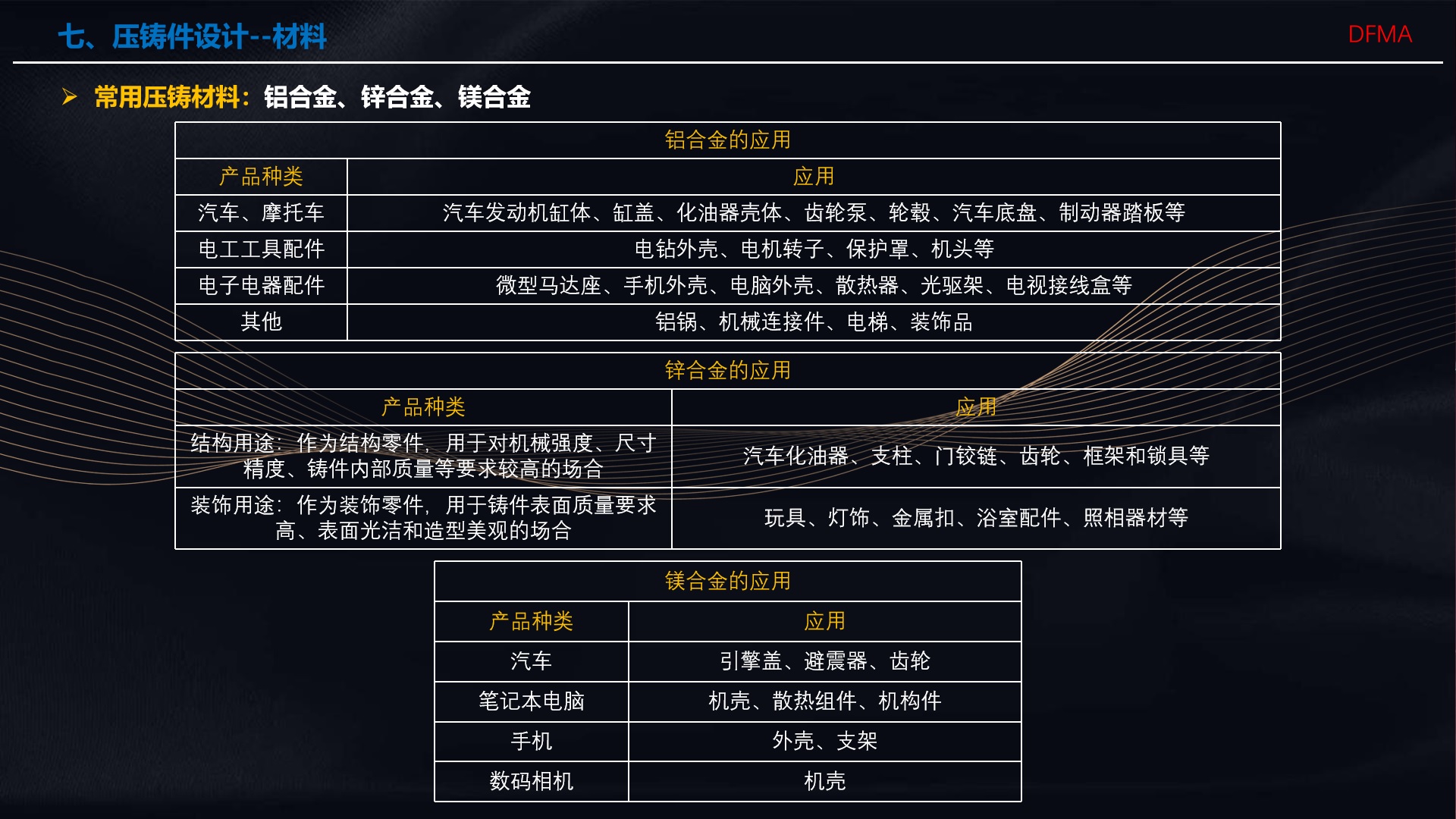
面向制造和装配的产品设计-第四部分-压铸件的设计
2023-05-06 17页
面向制造和装配的产品设计-第一部分
2023-05-06 36页
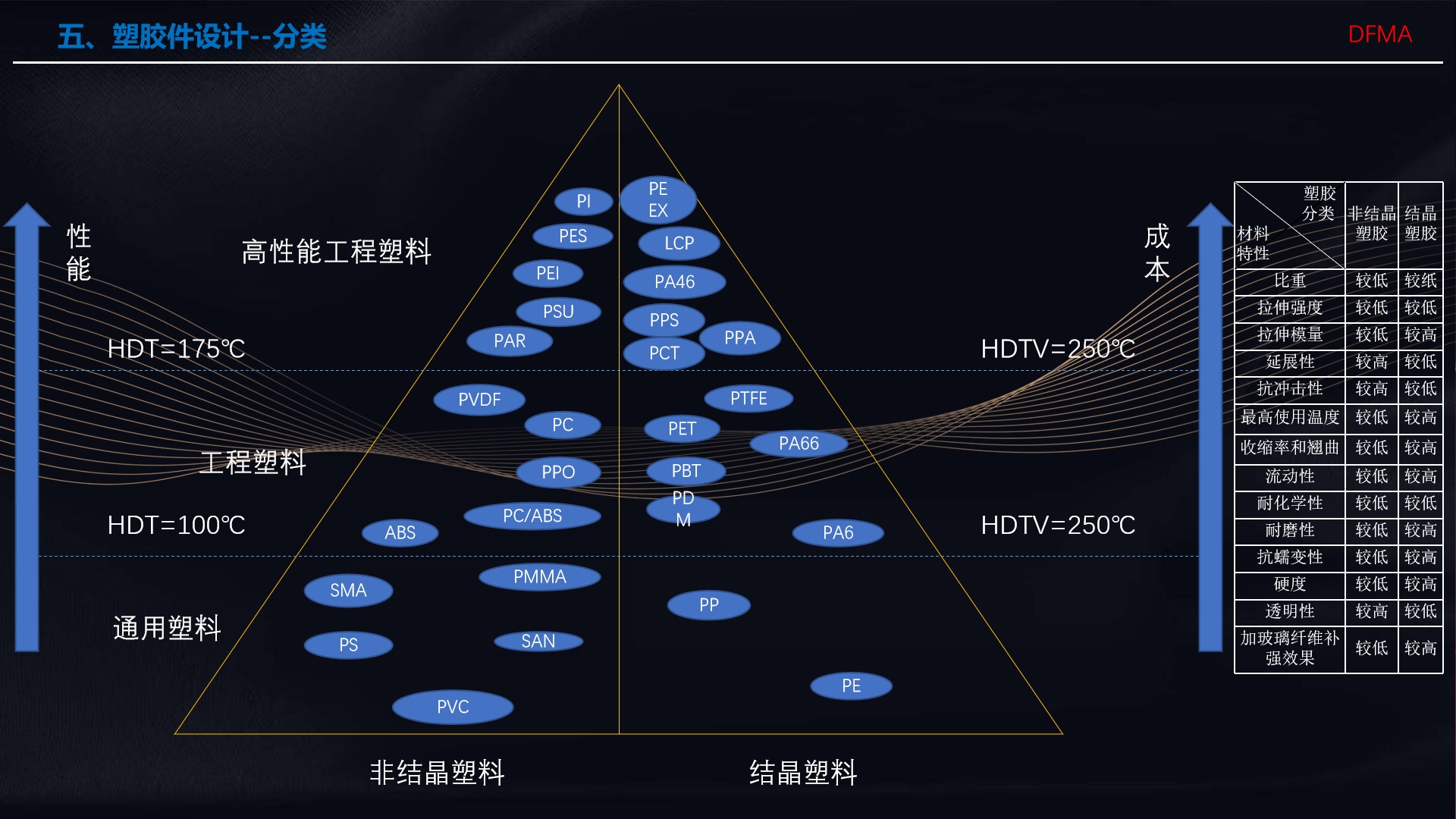
面向制造和装配的产品设计-第二部分-塑胶件的设计
2023-05-06 28页
面向制造和装配的产品设计-第五部分-机加工件的设计
2023-05-06 16页
注塑件检查表
2023-05-06 1页
DFMA制造和装配设计
2023-05-05 129页