
工艺技术鞋工艺说明书
19页
1、第二部分工艺说明书2.1 本款鞋的制做工艺的特点及制鞋工艺的发展趋势2.1.1 胶粘工艺本款鞋使用的制鞋工艺主要是采用胶粘工艺。胶粘工艺是使用胶粘剂将帮脚、内底与外底结合在一起的加工工艺称为胶粘工艺。胶粘法在我国古代的鞋靴生产中就曾用过,但是粘合强度不高,粘合的部位也有局限性。现在广泛采用的胶粘工艺是在20世纪50年代初兴起的,大规模采用胶粘工艺则是在70年代才兴起的。多年来随着工艺和技术的不断进步,胶粘剂的性能也不断改善。所用的胶粘剂和固化剂主要是化学合成材料,胶结强度也大大的提高了。胶粘工艺的特点是工艺流程简单,操作简便,劳动强度低,生产周期短,加工效率高,成本低,花色品种易于变化,对生产规模和设备条件要求不高,是目前世界制鞋工业中应用最广泛的组合工艺。2.1.2 胶粘剂胶粘剂是以粘料为主剂,配合多种固化剂、增塑剂、稀释即剂、填料以及其它助剂等配制而成。制鞋常用的胶粘剂有:糯米浆糊(常用于粘贴主跟、内包头等)107胶水、(用于绷楦工序粘合后跟、包头等)、天然橡胶、氯丁胶胶粘剂、(用于绷楦和帮底粘合工艺)热熔型胶粘剂、(广泛用于抿边、制帮、绷楦、粘外底、粘主跟、内包头及勾心等)。2.
2、1.3 胶粘工艺要注意额问题胶粘强度的高低直接关系到胶粘鞋质量的好坏,其胶粘强度除了于胶粘剂本身有关外,同时与粘合面的清洁程度,刷胶的手法有关。因此在胶粘工艺中要注意的问题有:1、刷胶前彻底净化粘合面;2、控制操作间的相对湿度和空气中的粉尘含量;3、第一遍刷胶要稀一些可往复刷,第二遍胶的浓度要大于头遍胶,涂刷方法是单向推刷。2.1.4 制鞋工艺的发展趋势随着社会的进步和发展,人们对鞋的穿用要求越来越高,而不同种类的鞋从原料、辅料、加工装配工艺、款式、功能等都在互相渗透,互相借鉴,取长补短,促使鞋的造型和款式、结构用料及功能等方面发生日新月异的变化。从制鞋工艺的发展史上看,制鞋工艺从使用简单的锥、针、刀、锤等工具为特点的手工制鞋工艺,逐步发展到以操作制鞋机械为特点的机器制鞋工艺,发生了质的变化。线缝工艺的发明,促进了简陋工具的使用;制鞋工具的使用,促进工艺的改革和发展;由线缝工艺(使用线缝方法将帮脚、内底和外底结合在一起的加工工艺称为线缝组合工艺)发展到硫化工艺(利用橡胶热硫化定型的原理,将生橡胶经过塑炼、混炼、出型等工艺制成橡胶坯料,鞋经过缝中底、套楦、粘底和进入硫化罐等一系列工艺性加
3、工,在热量及压力的作用下,帮底之间牢固结合的加工工艺称为硫化工艺。)、模压工艺(在模具内于一定的温度和压力下完成帮底结合的加工工艺称为模压工艺)、胶粘工艺(胶粘剂是以粘料为主剂,配合多种固化剂、增塑剂、稀释即剂、填料以及其它助剂等配制而成)、注压工艺(利用塑料、橡胶等材料热熔冷聚的特点,通过注压机加热熔融,注压到模具型腔内塑造外底并与帮脚、内底结合的加工工艺称为注压工艺),促进了制鞋机械的广泛运用。但线缝鞋的结构要求很高,使采用线缝工艺生产的鞋的工艺过程变得非常复杂,不适合大批量生产。随着人们生活水平的提高,审美观念的改变以及制鞋工业的发展,线缝鞋的市场有所下降,但当今世界上高档男鞋仍以线缝鞋为主。硫化鞋外底柔软、防水性好、透气性较差、帮底易变型走样。一般多生产低档产品或童鞋,不适于皮鞋生产。注压工艺要根底型来设计模具因而不适用于小批量的生产。模压皮鞋的外观与胶粘鞋的外观相似,非专业的人员很难分清。模压工艺的特点是产品底型的变化有局限性,对设备要求较高,能耗高,污染大,劳动强度高。综合所述,因为胶粘工艺应用广泛,流程和操作较为简单,所以市场前景也相当可观,但这并不意味着胶粘工艺能独立于
4、制鞋工艺。目前为促进制鞋的发展,这几种制鞋工艺正慢慢融合在一起,共创高新。2.2 本款板鞋的特点本款鞋在缝合工艺上几乎全都是用单线缝合,没有双线的美观的效果,色调单一,但也别具意味。裁断中采用手工裁断,在车合过程中采用多种不同的缝合方法,有合缝法、翻缝法、压缝法、对缝法及冲里工艺,形成多样化的缝合方式给人丰富的视觉效果。鞋身饰片的巧妙分割,鞋后身饰片的类似人的形体也别具特色,独特新颖。从整体上看,本款鞋结构较简单,工业化生产时,劳动强度低。2.3 本款板鞋的材料领口里鞋舌鞋面鞋头.后身上片鞋后身饰片后鞋身鞋身饰片前鞋身鞋底2.3.2鞋部件及所用材料鞋部件及其所用材料表格如下:鞋带名称颜色规格特点“头、鞋面、“身、土黄色(whisker)1.68mmlinear卫生性能好、柔软有弹性、延伸性好、耐折劳度高、易后帮、鞋舌上片、鞋舌助带染色鞋舌中片天蓝色0.63mm猪面皮透气、柔软、抗张强度高等鞋舌下片(鞋舌里)摩卡色2mm透气针织网布内里+网垫柔软、透气、透水汽、延伸性好、有减震性能领口泡棉黑色20mm泡棉柔软有弹性、透气等鞋舌泡棉黑色12mm泡棉柔软有弹性、透气等前衬白色0.8mm热溶胶
《工艺技术鞋工艺说明书》由会员汽***分享,可在线阅读,更多相关《工艺技术鞋工艺说明书》请在金锄头文库上搜索。
农村自愿离婚协议书参考范本(2篇).doc
大连理工大学21秋《道路勘测设计》在线作业三答案参考32
2022年高二政治哲学《意识的本质》最新优质课导学案设计
全市村(社区)党组织换届选举工作调研报告
交易居间协议范本(九篇)
化妆品常用词汇中英文对照
如何写最新护士求职信范文呢
职业规划师解析离职潜规则.doc
必备财务述职报告汇总五篇

师德优秀征文5篇
20212022学年高中数学第2章圆锥曲线与方程21曲线与方程课后篇巩固提升含解析新人教A版选修21
2023年乒乓球比赛的活动方案(15篇)
个人2023年度总结模板(二篇).doc
赵丹半日活动

班级学习委员个人工作总结(2篇).doc
柜台租赁合同标准版(5篇)
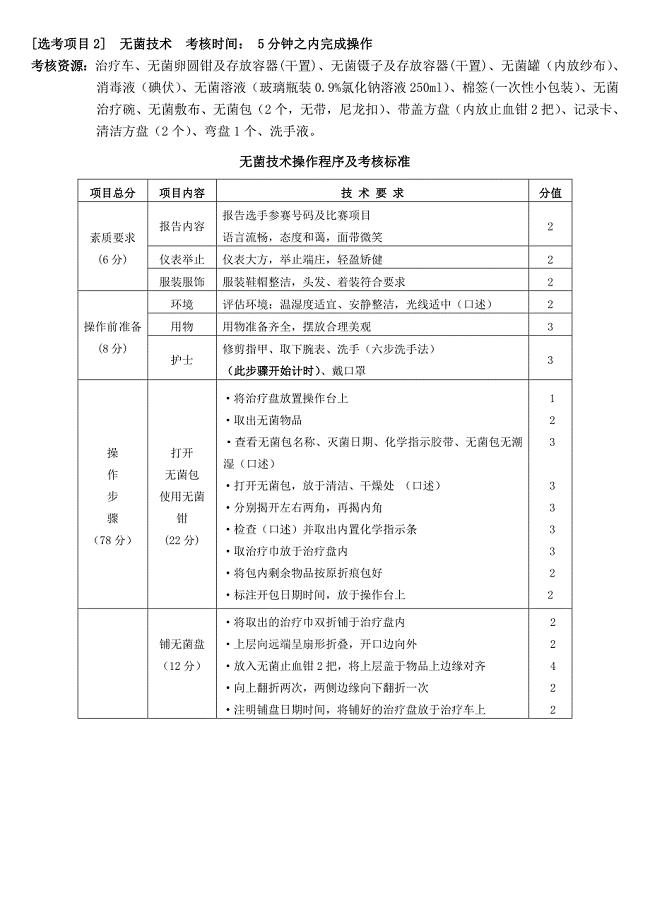
无菌技术操作程序及考核标准
控规调研资料提纲
人教版9册数学计划及单元计划
建筑工程管理实习总结
 吉林省辽源市东辽县第一高级中学高一生物上学期期末考试试题
吉林省辽源市东辽县第一高级中学高一生物上学期期末考试试题
2023-11-14 14页
二年级家长评语大全
2022-10-24 8页
超市管理系统C++程序设计课程设计报告
2023-03-21 26页
如何做一名优秀员工
2023-11-09 3页
幼儿园学雷锋活动总结
2023-07-02 3页
广西大学大学生实验技能和科技创新能力训练基金项目中期考核表
2023-07-19 5页
幼儿园庆六一主持词
2023-10-16 4页
山东省青岛市超银中学(广饶路校区)2019学年度第一学期第一次阶段性检测八年级生物
2022-11-21 9页
国外创意水杯设计
2023-04-22 14页
第一学期学校工作总结范文
2023-05-25 3页