
C1318手柄设计说明书修改
14页
1、目录一、零件的主要技术条件分析1二、选择毛坯、确定毛坯尺寸22.1 零件的生产类型22.2 选择毛坯22.3 确定机械加工余量22.4 确定毛坯尺寸22.5确定毛坯尺寸公差2三、选择加工方法、制定工艺路线33.1 定位基准的选择33.2 零件表面加工方法的选择33.3 制定工艺路线3四、工序设计44.1 选择加工设备与工艺装备44.2 确定工序尺寸5五、确定切削用量55.1工序切削用量的确定65.2工序切削用量的确定65.3工序切削用量的确定65.4工序切削用量的确定65.5工序切削用量的确定65.6工序切削用量的确定75.7工序切削用量的确定75.8工序切削用量的确定75.9工序切削用量的确定7 六 夹具设计 一、 零件的主要技术条件分析经分析,原图样的视图正确、完整、尺寸、公差及技术要求齐全。各表面的加工精度和表面粗糙度都不难获得。16的孔精度要求较高,公差等级为IT7, 并且和总长和中间手柄都有位置要求,其轴向设计基准是16孔的下表面。M16螺纹孔要求和中间手柄在同轴上,所以加工时应利用16孔制作专用夹具,保证其加工面在同轴向上。其余小孔尺寸容易保证,加工方便。总体来看,这个零件
2、的工艺性良好。二、 选择毛坯、确定毛坯尺寸。2.1 零件的生产类型:成批生产2.2 选择毛坯毛坯类型:铸件,由于零件生产类型为成批生产,零件较为复杂,而铸造生产成本低,设备简单,故选择毛坯类型为铸件。铸造类型:砂型手工造型2.3 确定机械加工余量(公差等级1214级)机械加工实用手册P242,表,砂型手工造型加工余量等级:IT11-IT13,选择加工余量等级IT12;加工余量等级:H ;表5.2.1,孔和端面尺寸均小于100mm,加工余量数值为:3.0-4.0mm;长度为167mm的加工余量为3.5-4.5mm;2.4 确定毛坯尺寸 M16螺孔取螺距P为2则大径为16mm,小径为14mm。表2-1 /mm零件尺寸单面加工余量毛坯尺寸根据16H73及310参考文献 1 :表M16(14mm)3及38243及3301673170253及3312.5确定毛坯尺寸公差 表2-2 /mm毛坯尺寸公差偏差104.42.284.42.2305.02.517084315.02.5三、 选择加工方法、制定工艺路线 定位基准选择得合理与否,将直接影响所制订的零件加工工艺规程的质量。基准选择不当,往往会增加
3、工序,或使工艺路线不合理,或使夹具设计困难,甚至达不到零件的加工精度(特别是位置精度)要求。3.1 定位基准的选择a.粗基准:以32外圆作为粗基准,加工16H7孔,可保证壁厚均匀,减小偏心。同时铣16H7的两端面,保证端面对16H7孔中心线的垂直度。b.精基准:主要考虑基准重合问题。选择16H7孔的轴心线作为精基准,加工右端面(M16端面)。3.2 零件表面加工方法的选择本零件的加工面有内孔,端面,小孔,螺纹孔等,材料为HT200。以公差等级和表面粗糙度要求,参考有关资料,其加工方法选择如下。a. 16H7孔 公差为IT7,表面粗糙度为Ra 3.2m,需进行钻、半精镗、精镗。b. 尺寸24mm的两端面,为未注公差尺寸,表面粗糙度为Ra 3.2m,根据GB1800-79规定其公差等级选IT7,需进行粗铣、半粗铣、精铣。c. 螺纹孔M16的端面,为未注公差尺寸,根据GB1800-79规定其公差等级选IT7,表面粗糙度为Ra 3.2m,需进行粗铣、半粗铣、精铣。d. M16螺纹孔,为未注公差尺寸,根据GB197-1981规定其顶径公差等级选IT7,基本偏差为G(+0.038、0),底孔需进行
4、钻、半精镗、精镗,最后在螺孔加工机床加工螺纹。e. 工艺螺孔5,在螺孔加工机床上完成f. 锥销孔4配作,先钻底孔,然后用锥铰刀铰成与锥销尺寸相同的锥孔。g. 中间手柄的加工表面,上下端面和侧表面,粗糙度为Ra 3.2m,需进行粗车和半精车。h. 半径为R20的面,表面粗糙度Ra6.3m用锉刀挫光。3.3 制定工艺路线工序:以24下底面定位,在铣床粗铣;工序:以24上端面定位,粗铣下端面;工序:以24下端面定位,精铣上端面;工序:以24上端面定位,精铣24mm下端面;工序:以24下底面,167后端面,50左端面定位,钻扩铰M16H7孔;工序:以M16H7孔和24下端面定位粗铣167侧面;工序:以M16H7孔和24下端面定位精铣167侧面;工序:钻,铰M16底孔;钻M5底孔工序:丝锥加工M16螺纹,丝锥加工M5螺纹工序:采用专用的分度夹具在立式钻床加工30角度的锥销孔4工序:R20圆弧用锉刀锉光,表面粗糙度Ra6.3m;四、 工序设计4.1 选择加工设备与工艺装备(1) 选择机床工序:铣床X5020工序:铣床X5020工序:铣床X5020工序:铣床X5020工序:钻床T5120工序:铣床X
《C1318手柄设计说明书修改》由会员cl****1分享,可在线阅读,更多相关《C1318手柄设计说明书修改》请在金锄头文库上搜索。
小学一年级北京版下学期数学几何图形复习专项题
精选愚人节经典贺词祝福
简单员工管理制度(4篇)
2022中级经济师-中级建筑与房地产经济考前拔高名师测验卷18(附答案解析)

热议领导人法学背景是一种期盼?-陕西公务员考试时政新闻

中班数学活动教案有趣的图形教案附教学反思
三年师范学习的自我鉴定
违反计划生育检讨书个人超生检讨书2021
租赁土地合同范本.doc

学习规章制度心得体会范文
广本雅阁轿车电器设备常见故障诊断与维修
自己的操作纪律
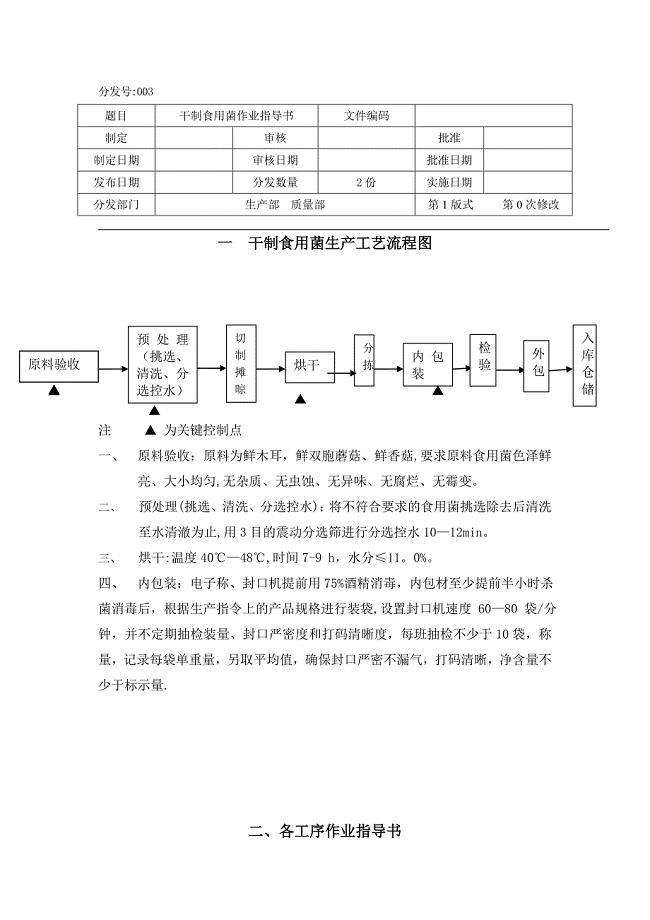
干制食用菌作业指导书

无房产证买卖合同

自愿离婚协议书电子标准版(四篇).doc
单房屋出租合同常用版(七篇).doc
“老子”对和谐社会设计与倡导
“我爱我家”活动方案
2023小学四年级语文教师的个人工作计划(三篇).doc
工业园安全生产管理制度
 2021年中考数学压轴题精选含答案
2021年中考数学压轴题精选含答案
2023-10-13 69页
红十字会扶贫调研报告
2023-10-27 6页
冷冲压工艺及模具设计课程设计指导书
2023-09-08 14页
ICU岗位职责--精选文档
2023-02-16 16页
最新整理公立医院对外投资管理与建议x
2022-12-06 4页
小学2021年春期德育工作计划
2023-10-26 5页
高三学生评语100字
2023-10-13 15页
发动机水温过高故障诊断与排除毕业设计说明书
2023-08-07 22页
PPP业务营销指引--精选文档
2023-03-23 5页
RS485布线安装注意事项--精选文档
2022-09-05 4页