
伺服焊枪技术在汽车车身制造中的应用研究
10页
1、伺服焊枪技术在汽车车身制造中的应用研究作者:上海交通大学 张延松伺服焊枪使用带有数字控制的伺服电机,是应用在焊机上的最新技术。本文就伺服焊枪的新特征与传统的气动焊枪进行对比分析,并在此基础上介绍包括伺服焊枪、机器人和焊接控制器的点焊试验系统,以及如何利用伺服焊枪试验系统实现焊接参数的准确获取。 电阻点焊是一种主要的薄板连接方法,广泛应用于汽车及航空等工业部门。自1933年第一辆主要由点焊连接完成的汽车下线以来,电阻点焊的应用已经获得了突飞猛进的发展。尽管近年来各国学者相继提出了许多新型薄板连接技术,但电阻点焊以其低成本,易实现高速自动化生产等特点,决定其仍然是轿车白车身装配的主要连接方法。 在点焊过程中点焊机是用以实现所选用的焊接方法及工艺参数的焊接设备,焊接质量的好坏多由焊机决定。其中,最常用的类型是气动焊机,这种类型的焊机现如今仍被广泛地应用在汽车工业中。虽然将气动和液动技术同时应用的新型气动焊机有了更多的功能,但由于焊机的价格和保养等问题,此类型焊机并没有在汽车工业中得到很好的应用。 伺服焊枪对于汽车车身装配生产线来说相对较新,最近几年,Renault、Mazda、Toyota、
2、Ford等汽车公司都已将伺服焊枪应用到汽车车身装配生产线上。实际应用表明:伺服焊枪有着传统气动焊机所无法具有的优点,是未来汽车装配生产线上主要的点焊连接设备。 伺服焊枪的新技术特性 近年来由交流伺服电机驱动的C 型或X 型伺服焊枪(如图1)搭载在可以移动的7轴机器人上进行车身薄板连接的点焊设备正在增多。相比较气动焊枪,伺服焊枪的最大特点是以伺服装置代替气动装置,按照预先编制程序,由伺服控制器发出指令,控制伺服电机按照既定速度、位移进给,形成对电极位移与速度的精确控制,脉冲数量与频率决定电极位移与速度,电机转矩决定电极压力。 图1 伺服焊枪结构示意图由于伺服焊枪是由伺服电机驱动,可以对焊接过程进行精确控制,同时,伺服焊枪利用伺服电机驱动加压轴,因而可以协调控制好焊枪的移动轴, 实现有效的焊点间移动,以前气动焊枪无法实现的焊接位置现都可以由伺服焊枪来实现。 精确控制电极运动速率:气动焊枪的电极运动靠气缸来控制,这使电极运动速率很难精确控制,电极运动的高速率,会造成电极与工件接触时的冲击很大,致使电极力会发生短时间的振荡,从而影响电极寿命。而对于伺服焊枪,电极的运动由伺服电机控制,能够很好地
3、控制电极运动速率,使电极与工件接触时的冲击很小,从而提高电极寿命。如图2所示,在电极力达到稳定之前,伺服焊枪在电极接触过程中电极力没有明显的振荡现象,电极运动得到了很好的控制。 图2 气动焊机与伺服焊枪电极接触时力的变化曲线提高点焊生产率:图3显示了气动焊机和伺服焊枪在焊接过程中电极力的变化,假定达到设定预压力,电极力将保持恒定。从中可以看出,气动焊机的预压时间大约为30个周波(0.6秒),而伺服焊枪则只用了8个周波(0.16秒)预压时间就达到了设定压力。对比来看,伺服焊枪完成一个焊点所用的焊接时间为43个周波(0.86秒),气动焊机则需65个周波(1.3秒)。也就是说,用伺服焊枪完成一个焊点要节省0.44秒的焊接时间。相对于一台轿车的几千个焊点,每个焊点节省0.44秒的焊接时间对装配过程生产率的提高就非常重要,轿车车身装配线的生产能力就可以大大提高。另外,可编程电极行程和速度也可以缩短同一工位上多个焊点的预压持续时间,这也可以提高焊接生产率。 图3 气动焊机和伺服焊枪的预压时间对比可获得锻压力:焊接过程的可控性要归功于伺服电机和它的控制技术。由于可以容易地改变电极压力,焊接过程中锻压
4、力的获得就变得可能。 可获得电极力和电极位移:伺服电机转矩和速度作为电机控制器的输出量,其变化量可以容易地转变为电极力和电极位置的变化,并且使电极力和电极位移信号的在线实时监控变得可行,电极位置、在线失效探测和电极补偿的准确测量也就比气动焊机更容易。 伺服电机技术给点焊机和焊接过程带来新的技术特性,主要是由伺服电机和相应控制技术的固有特性所决定。伺服焊枪和常规的气动焊枪之间的主要差别在于它们的输入量和相应的控制模型,对于气动焊机是恒定气压,而对于伺服焊枪则是恒定转矩。从控制的观点来看:气动焊机是开环控制,伺服焊枪则是具有反馈的闭环控制。相应地,伺服焊枪电极的运动和力就可以得到更加精确的控制。这些新的技术特点和功能可以使焊接过程更易控制,焊机更易操作,并可提高焊点质量。 综上所述,和气动焊枪相比,伺服焊枪的优势是显而易见的。首先,伺服焊枪能够提高焊接过程的生产率;其次,由于焊接过程参数,例如电极力和电极位移可从伺服电机中获得,伺服焊枪为过程监控、诊断和补偿提供了新的可能;第三,伺服焊枪可以得到焊接过程中所需的锻压力,从而可以提高焊点质量;第四,由于电极运动的可控性,电极与工件接触时冲击小
《伺服焊枪技术在汽车车身制造中的应用研究》由会员夏**分享,可在线阅读,更多相关《伺服焊枪技术在汽车车身制造中的应用研究》请在金锄头文库上搜索。
小班春天主题反思
浅谈小学数学教学中学生情感、态度、价值观的培养
平阳工贸施工组织设计
中文教育专业实习体会
人教版 小学四年级 数学上册 第10课时 亿以数的写法及改写

人教版小学语文四年级上册字帖
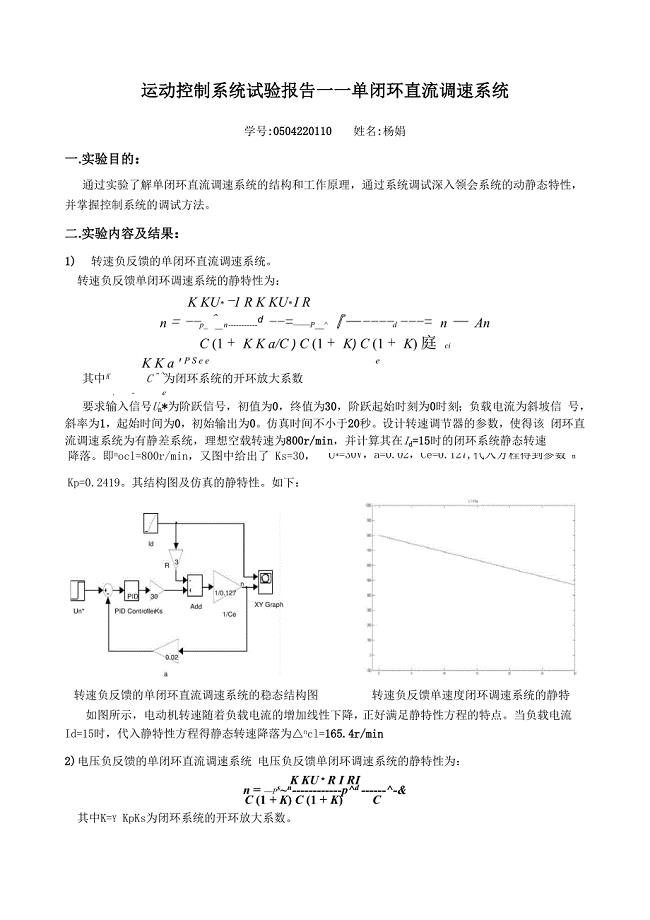
运动控制系统试验报告单闭环直流调速系统
2021高考满分作文:让生命在劳动里闪光
学校教务处工作计划样本(2篇).doc
2023年甘肃省临夏州临夏县漠泥沟乡社区工作人员考试模拟题及答案
2022年开学典礼讲话稿精编
单作用叶片泵
注册会计师税法考前重点全面归纳整理名师制作精品教学资料
如何增强乡镇领导班子整体功能探析
【精品文档-管理学】中小房产中介企业的薪酬制度设计_人力资源
学生会平安夜活动主题策划书.doc
公司财务科长职责范文(3篇)

中断异常处理流程
ABB机器人操作
幼儿园大班教学上学期工作计划范文(5篇)
 一管理经济学和微观经济学的联系和区别
一管理经济学和微观经济学的联系和区别
2023-01-17 2页
岗位ABC等级考试-结算单选题
2023-10-12 13页
目标成本规划解析doc16
2022-12-30 26页
考研英语写作技巧
2023-10-26 18页
质量环境职业健康安全管理手册(DOC 80页)
2024-02-28 91页
南天档案计算机管理信息系统说明书
2023-08-15 130页
商业银行经营管理[参考答案]
2023-11-17 13页
我国煤炭物流发展现状、问题及其对策
2022-09-12 20页
火山互联备案流程
2022-11-10 7页
计算机科学与技术论文
2023-08-06 28页