
KLG-A系列空气等离子切割机说明书
10页
1、KLG-A系列空气等离子切割机说明书一、用途与性能特点: KLG-A系列新一代空气等离子切割机是用普通电源,以压缩空气为工作气体,对多种导电材料进行任何形状切割的新型切割设备。利用等离子弧的高温迅速熔化金属并吹除而完成切割过程。经本机切割的各种碳钢、不锈钢、铝、铜板等金属材料可获得优良的切口和平整的表面。本机具有切割速度快,切口窄,变形小,易操作等优点。由于无需使用昂贵的气体,只需要压缩空气作气源,因而切割成本相应降低。二、主要技术参数: 1.输入电源:三相交流50HZ 380V正弦波 2.额定负载持续率:80% 3.压缩空气压力:0.20.4MPa 4.其它技术参数列表如下:型号输入功率KVA切割电流A空气压力MPa重量KG最大切割厚度mm外型尺寸(mm)不锈钢铝铜KLG-30A730 0.2-0.3 801265560600940KLG-40A940851583560600940KLG-50A115010022125560600940KLG-60A136010525146560600940KLG-80A158013032208600620960KLG-100A20100135352
2、210600620960KLG-120A25200.3-0.4155423014600620960KLG-160A35602605240186007501000KLG-200A5020035067502270010001150三、结构: 1.电源箱结构:切割电源主要部件安装在电源箱底盘上,直立的安装板将电源分为前后两部分。前室装有主变压器;后室装有高频变压器、熔断器、电磁阀等控制元件。控制面板上装有控制开关及指示灯;后板外侧装有过滤减压阀。割炬气电管线及工作地线则由面板孔接出,使用甚为方便。 电源箱的正、背面意见图一: 2.割炬结构(见附图二)。四、工作原理: 等离子是加热到极高温度并被高度电离的气体,它将电弧功率将转移到工件上,高热量使工件熔化并被吹掉,形成等离子弧切割的工作状态。 压缩空气进入割炬后由气室分配两路,即形成等离子气体及辅助气体。等离子气体弧起熔化金属作用,而辅助气体则冷却割炬的各个部件并吹掉已熔化的金属。 切割电源包括主电路及控制电路两部分,电气原理方框图见图三所示: 主电路包括接触器,高漏抗的三相电源变压器,三相桥式整流器,高频引弧线圈及保护元件等组成。由高漏抗引成
3、陡将的电源外特性。控制电路通过割炬上的按钮开关来完成整个切割工艺过程: 预通气主电路供电高频引弧切割过程息弧停止。 主电路的供电由接触器控制;气体的通短由电磁阀控制;由控制电路控制高频振荡器引燃电弧,并在电弧建立后使高频停止工作。 此外,控制电路尚具备以下内部锁定功能: 1.热控开关动作,停止工作。五、使用及操作: 1、安装注意事项 (1)安装设备置于干燥,清洁且通风良好场所。 (2)设备应有保护接零,即将机壳部分与三相四线中的零线连接(带电源插头的产品出厂时已内接)。 (3)工作场所电网供电应正常,无过度波动现象,否则设备无法保证正常工作。 (4)设备安装的示意图如图四所示: 1)电源进线与用户自备的合适容量的三相开关相接。三相开关应装设符合规定的熔丝,不能任意放大。三相开关应供切割机专用。 2)气源通过供气管道接到切割机箱后板上的过滤减压阀进气端,即面对压力表的左侧接头。 3)将切割机的工作地线夹头(切割电源正极输出端)夹持在工件上。 2.操作: (1)操作准备 1)检查外接电源准确无误。 2)检查工件地线已夹持在工件上。 3)接通气源,排放积水。 4)检查电源开关在断位。 5)闭
《KLG-A系列空气等离子切割机说明书》由会员ni****g分享,可在线阅读,更多相关《KLG-A系列空气等离子切割机说明书》请在金锄头文库上搜索。
中职班主任的工作总结模板(3篇).doc
未来的汽车,未来的汽车作文500字

专题2.1第16章二次根式学习质量检测卷(A卷)-2020-2021学年八年级数学下学期期中考试高分直通车(原卷版)【人教版】
北京中医药大学21秋《生理学Z》在线作业二答案参考100
保洁公司劳务合同格式版(7篇)
土建工程师岗位的工作职责说明样本(三篇)
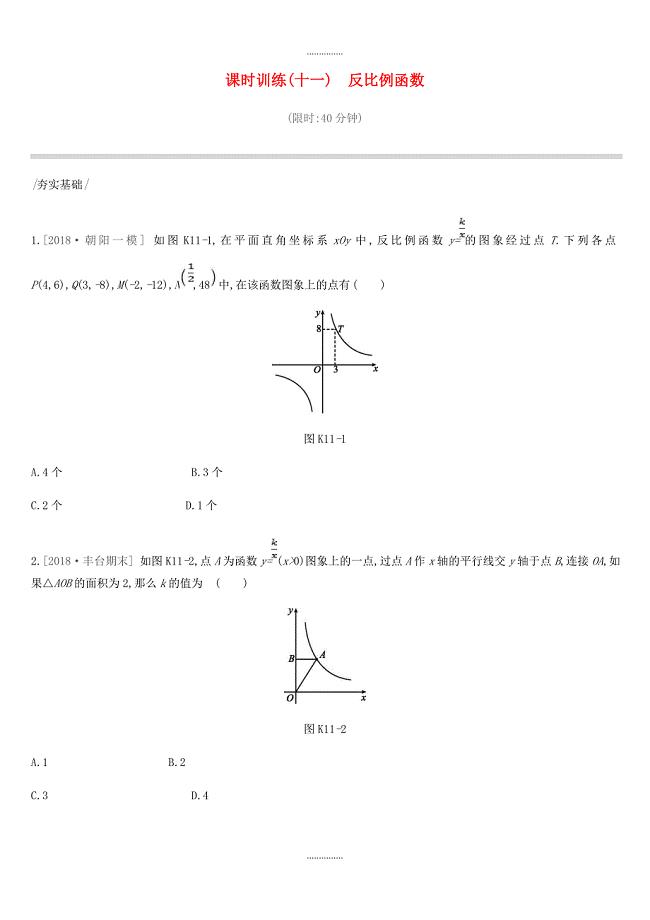
北京市最新年数学中考复习函数课时训练十一反比例函数
液化石油气汽车槽车安全管理规定
消防安全管理程序制度(6篇)
最新高中化学苏教版必修2课时作业:4.1化学是认识和创造物质的科学 Word版含答案
2023年学生会部门工作计划标准范文(5篇)
记叙文的作文300字合集九篇
最新【北师大版】一年级上册数学:可爱的校园 教案
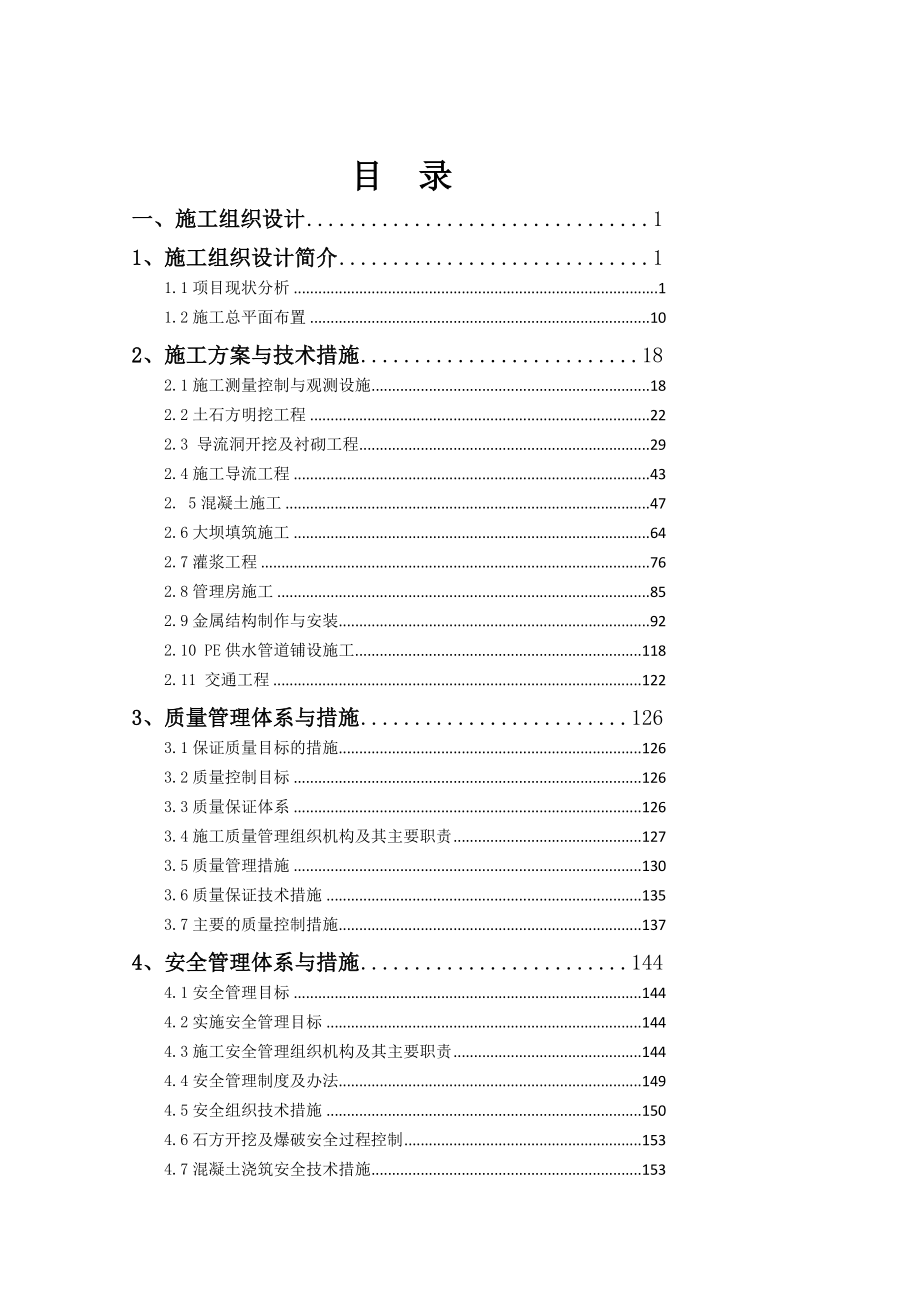
堆石坝施工组织设计2
校园交通安全日的活动总结标准范本(9篇)
小学—上期教学工作总结
自我介绍的作文300字集合八篇
武汉建设监理规范用表a.b.c类表
2022青少年情况调查报告
城镇个人房屋租赁协议书精编版(八篇)
 材料、设备进场验收及送检管理制度
材料、设备进场验收及送检管理制度
2023-12-06 3页
中国儿童民间传统游戏集46种游戏.doc
2023-11-24 14页
乡镇民政办2019年度工作总结及2020年度工作计划.doc
2023-10-24 6页
大学人才工作大会讲话.doc
2023-07-01 14页
广东省光伏发电投资收益计算表
2024-02-29 3页
plc课程设计 天塔之光--精选文档
2022-12-03 5页
农业银行某分行纪委副书记、监察室主任2018年履职情况报告
2023-06-18 10页
2021年二年级数学下册期末试卷全面北师大版
2024-02-09 6页
EXCEL电子表格技巧使用大全
2023-06-26 9页
个人所得税年度汇算清缴申报表
2023-02-08 4页