
液化石油气汽车槽车安全管理规定
10页
1、液化石油气汽车槽车安全管理规定有 效 性】有效【法规名称】国家劳动总局关于颁发液化石油气汽车槽车安全管理规定的通知(之二)【颁布部门】国家劳动总局【颁布日期】1981年02 月13日【实施日期】1981年08 月01日【正 文】国家劳动总局(1981 年)第一章 总则第一条 为了贯彻国家的安全生产方针,加强对液化石油气汽车槽车的安全管理,保障 人民生命和财产的安全,适应四个现代化建设事业的需要,特制定本规定。第二条 本规定适用于罐体容积大于一立方米,运输液态丙烯、丙烷、丁烯、丁烷、丁 二烯以及它们的混合物的汽车槽车。本规定所指的汽车槽车包括罐体固定在汽车底盘上的单车式汽车槽车和半拖式汽车槽车, 也包括罐体靠附加紧固装置安放在卡车货箱内的活动式汽车槽车。第三条 槽车的设计、制造、检验、使用、运输和管理,除必须严格遵守本规定外,还 应符合国家有关汽车设计、制造、检验、运输和防火的规定。第二章 设计第四条 设计单位的审批 承担槽车设计的单位,必须具有足够的技术力量,并需经省级或省级以上主管部门同意(非 部属单位还需经所在省、市、自治区劳动局或厅、下同)(同意)后,报请国家劳动总局锅炉压力容器
2、安 全监察局批准。第五条 设计原则槽车的设计应符合安全可靠、经济合理的要求,并便于制造、使用、维护的检修。第六条 槽车用车辆和底盘(1)活动式槽车用车辆和固定式槽车用底盘,必须符合第一机械工业部关于汽车产品的 有关规定,并应具有产品合格证书。(2)在汽车底盘上改装半拖式槽车时,必须进行强度和刚度的校验,并应先取得当地公 安局(或厅、下同)车辆管理部门或交通监理部门的同意。第七条 槽车的结构设计(1)槽车与罐体应为钢制焊接结构。罐体外表面不加保温层。(2) 罐体上必须设置一个直径不小于400mm的人孔,并至少设有一个液相管和一个气相 管。液相管和气相管上的阀门应采用铁制阀门。(3) 罐体上应按第四章的要求设置各种必要的安全装置。(4) 罐体与底盘或车辆货箱的连接结构和固定装置必须牢固可靠,并考虑在承受振动和 冲击的情况下仍具有足够的强度和刚度。(5) 罐体的主要焊缝必须采用双面对接焊结构;入孔和接管口等处的角接焊缝,也应采 用易于焊透的结构。(6) 槽车的外形尺寸应符合公路车辆界限的规定。第八条 罐体的设计压力 槽车的罐体设计应考虑允许的最高装卸压力,其设计压力不得低于表1的规定。充装介
3、质种类设计压力,kgf / cmA2丙烯22. 0丙烷18. 0混合液化 石油气50C时,饱和蒸汽压大于16.5kgf/cm2 (表压)22. 0其余情况18. 0丁烷,丁烯,丁二烯8. 0注:表中“混合液化石油气”是指丙烯与丙烷或丙烯、丙烷与丁烯、丁烷等混合物。第九条 材料选择(1) 制造槽车与罐体和承压元件的板材、管材、棒材、和锻件,必须符合化学工业部、 石油工业部和第一机械工业部联合颁布的现行钢制石油化工压力容器设计规定第二章的规定。但制造 罐体的钢板,应采用屈服点规定值低于40kgf / mm2的压力容器用钢或锅炉用钢,锻件应不低于现行JB755压力容器锻件技术条件中的II级要求。(2) 采用国外材料时,材料的选用除必须符合该国相应的设计制造规模和材料标准的规 定外,还应取得设计单位技术负责人的批准。(3) 如槽车的装卸管道局部采用耐油橡胶管,其耐压强度应不低于60kgf/cm2。 第十条 强度计算(1) 槽车罐体的强度计算以及平盖、开孔和法兰等的设计,可按上述钢制石油化工压 力容器设计规定进行,但其安全系数应取为nb3;罐体腐蚀裕度应不小于1 mm。(2) 罐体的最小壁厚应不
4、小于6mm。(3) 槽体还应根据钢制石油化工压力容器设计规定第四章的规定,按承受lkgf / cm2 的外压力进行稳定性校验。(4) 槽车总图或罐体部件图上,应分别标明封头和筒体所允许的出厂实测最小壁厚值Smin。 第十一条 最大充装量(1) 每辆槽车应规定所允许充装的介质和允许的最大充装量。(2) 一般情况下,槽车允许的最大充装重量不得超过按下式计算所得之数值:W=V式中:W-槽车允许的最大充装重量(kg);V-罐体的实测容积(L);-重量充装系数(kg/L),按表2规定。充装介质种类重量充装系数,不大于丙烯0. 43丙烷0. 42混合液化石油气0. 42正丁烷051异丁烷049丁烯0. 53丁二烯0. 55特定条件下,如果槽车在一次充装、运输和卸液的全过程中,确能严格控制最大温差不超过30C,则允许按罐体容积的85%进行充装,但此规定不适用于罐体兼作贮罐用的活动槽车。(3)单车固定或和活动式槽车的满载总重不得超过原型载重汽车的允许满载总重。 第十二条 槽车的稳定性校验槽车设计应确定合理的重心位置和轴荷分配,以保证具有可靠的运行稳定性能。槽车的稳 定性校验可参照机械工程手册汽车篇推荐
《液化石油气汽车槽车安全管理规定》由会员ni****g分享,可在线阅读,更多相关《液化石油气汽车槽车安全管理规定》请在金锄头文库上搜索。
临沂关于成立玻璃纤维技术创新公司可行性报告【模板范文】
扫地机器人公司企业战略总结_范文
达州餐厨垃圾处理服务项目实施方案
垃圾分类自查报告迎宾幼儿园
对榛子引种与区域试验项目的总结要求.doc
2023年河道局基层党组建设情况汇报材料.docx
大鼓和小鼓 (2).doc
柔性仿真大理石施工工法.doc
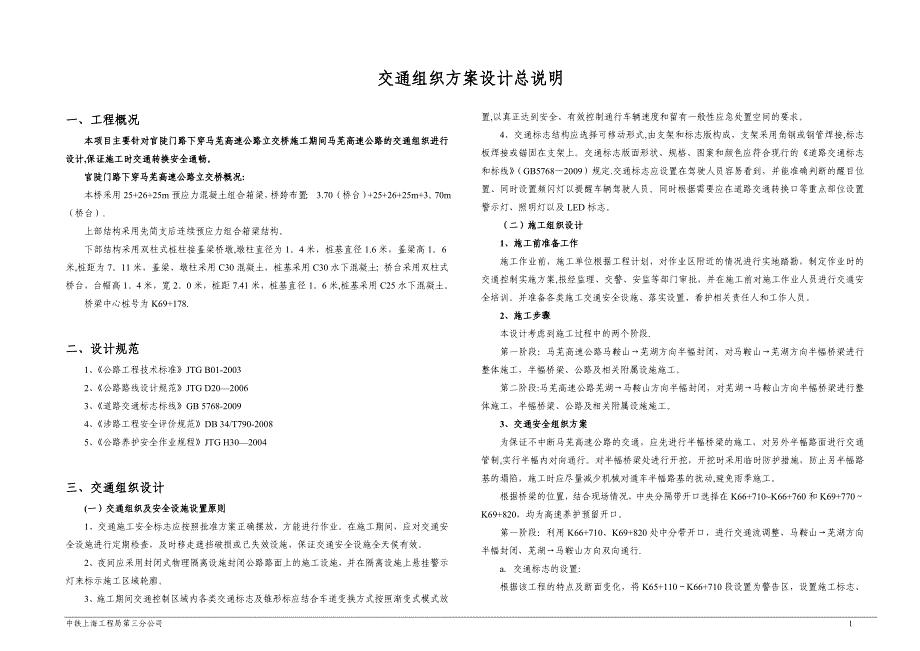
半幅封闭施工交通组织方案设计总说明.doc
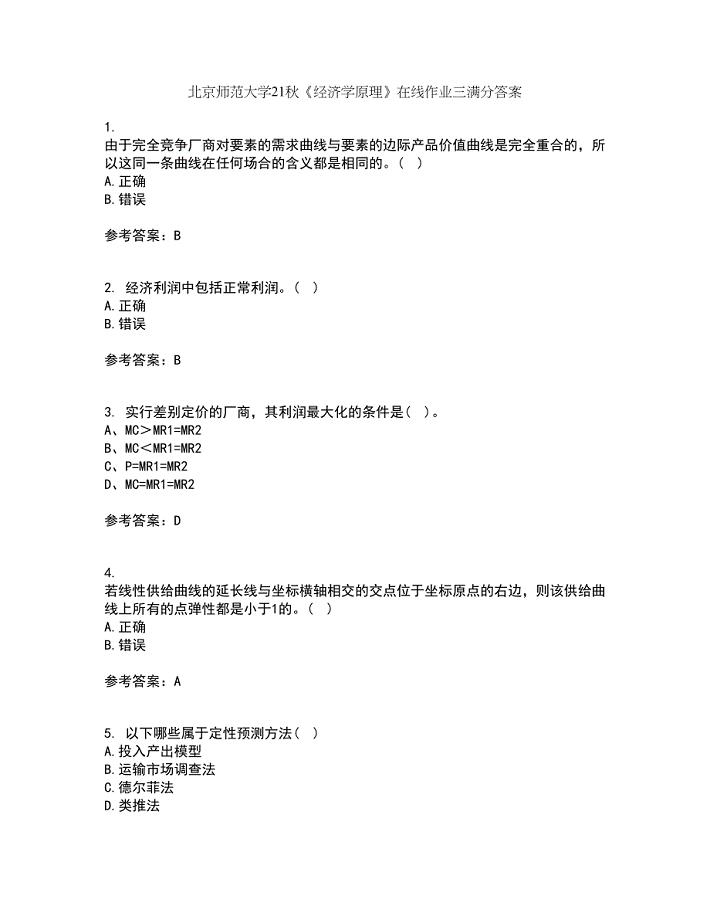
北京师范大学21秋《经济学原理》在线作业三满分答案82

大学团支部书记工作总结
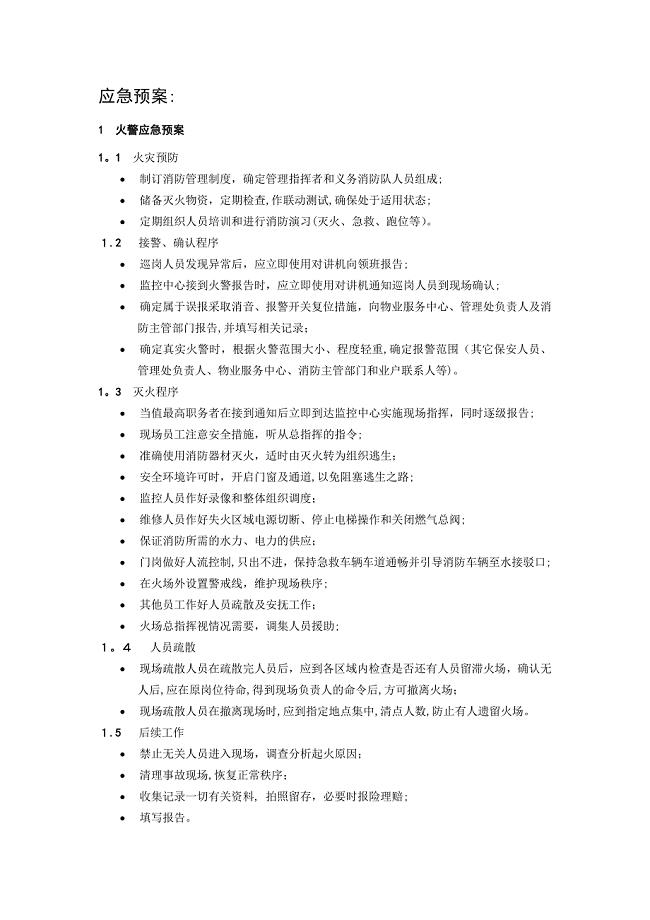
保安服务--应急预案.doc
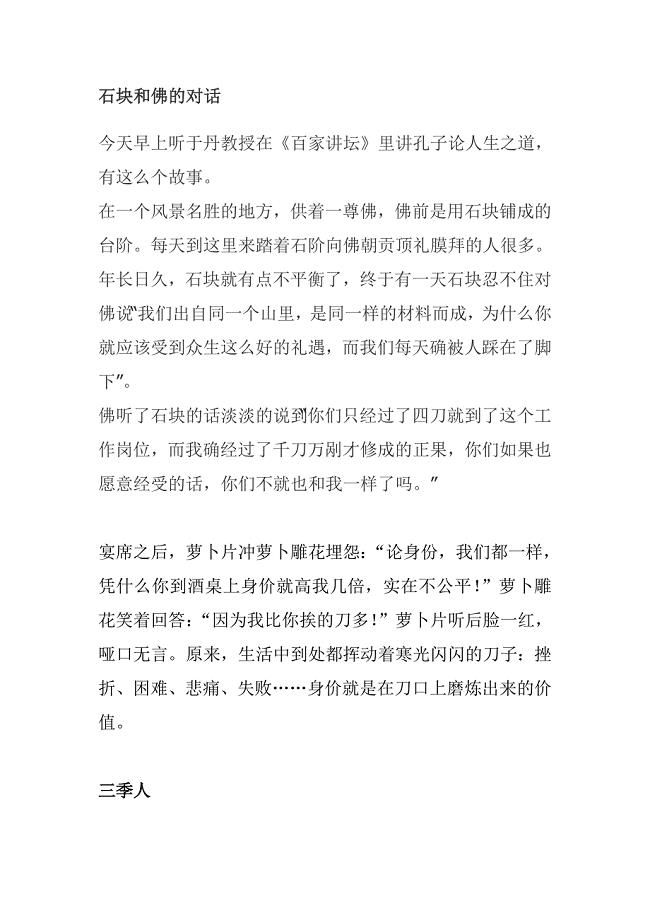
人生哲理小故事1.doc
学校广播台工作总结范本(2篇).doc
红旗渠精神的思考
自考企业管理概论大纲识记与理解笔记(5-16章)
2023年06月浙江工商大学继续教育学院劳务派遣人员招考聘用笔试题库含答案详解
南京律师协会实习---简答题答案
教师实习个人工作总结标准样本(2篇).doc
2023年县建设局打非治违工作总结.docx
 供应链管理环境下的物流管理
供应链管理环境下的物流管理
2023-10-25 8页
项目策划书(最新)
2023-02-16 19页
水环境保护与治理措施系统性分析
2023-09-04 4页
幼儿园安全防范措施
2022-12-30 3页
上海继续教育
2023-01-20 15页
煤层气排采制度分析
2023-10-23 12页
基本药物的管理和使用制度
2022-09-22 30页
非线性系统状态轨迹绘制
2023-07-10 10页
自-中传816《传播实务》考试大纲
2023-07-07 3页
硬件设备运维方案
2022-08-29 17页