
化工六厂施工方案新(1)(精品)
23页
1、工程编号: 发放编号:HLGD-2011-0025文件编号:北京燕山分公司化工六厂高压装置新增输送风换热器改造施工技术方案 编制: 审核: 批准 会签:北京燕山华龙建筑工程有限公司二零一一年八月十日1、工程概况该工程处于北京燕山分公司化工六厂高压车间。主要施工内容:新增设备基础5个,安装翅片换热器5台,位号为E-101/102、E-141/142/143,换热器配管,预制安装管道约300米,管道材质为20#、304、铝镁合金,规格范围DN15DN300,介质为输送风、净化风和循环水。鉴于该工程施工难度大、工期短、危险因素多的情况,为保证工程安全顺利交工,特编制该施工方案。2、施工及验收规范石油化工金属管道工程施工质量验收规范 GB50517-2010现场设备、工业管道焊接工程施工及验收规范 GB50236-98石油化工设备和管道涂料防腐蚀技术规范 SH3022-1999石油化工静电接地设计规范 SH3097-2000石油化工施工安全技术规程 SH35035-1999;设计说明及施工图纸建设单位、车间实际初步交底等。3、施工组织及施工工序3.1施工组织机构:见附表项目经理 张永生1331
2、1121348施工队安全负责人贾超泽13718197815质量技术负责人杨海峰13810497745经营负责人程金凤13501055374材料负责人王跃13522105740现场负责人 王春生135523437143.2工程施工顺序换热器基础施工换热器安装(就位、找平、找正)脚手架搭设管道材料防腐刷漆管廊原管道甩头施工管道预制管支吊架安装管道安装管道吹扫、试压及严密性试验焊口补漆涂刷面漆保温施工脚手架拆除交工验收3.3管道预制工序见附表焊接工艺评定图纸审查、设计交底管段图设计工艺标准选用及补充原材料、管阀配件核对合格证阀门试压下料切割坡口加工支吊架制作加工面检查管段组对焊 接焊缝 RT探伤管段编号、封闭、出厂管线除锈、防腐不合格(返修)3.4管道安装工序:见附表:焊接指导书工艺设计管道连接件油脂保护原材料、管阀配件检查法兰与管螺纹、紧固件清理密封面、密封垫粗糙度检查管道支、吊架安装技术方案、措施编制组装口、安装口施焊管道试压-吹洗管道油漆、保温交工验收管道组成件安装焊缝RT探伤图纸审查、设计交底4.管道施工质量技术4.1施工准备4.1.1技术准备施工前应审核图纸的版次、内容或相关管线号
3、及材料名称、型号、规格、材质、数量、单位是否与设计相符;根据所提供的设计图纸及设计说明,与设计逐项进行对接,编制科学合理、可行性的施工技术方案;针对装置的施工特点对施工人员进行技术交底,明确施工程序、施工方法、质量标准、质量记录和成品保护、安全技术要求。4.1.2现场人员准备施工前审查所有作业人员的资质,尤其是参加施工的电焊工必须具有相应材质的焊接合格证,且应具备相应焊接位置,严禁无证操作。见证合格焊工登记表。4.1.3施工设备、机具准备按照工程工作量的大小及施工技术方案的要求,准备必要的相应规格、型号和数量的施工机具,准备电焊机,并检查设备是否处于完好态。管线试压所用压力表须经校验合格,且精度不得低于1.5级,表盘满侧刻度值为实验压力的1.52倍。4.1.4 材料检验(主材甲供并提供材质单)施工所需材料,包括管道、管道附件、阀门及紧固件应符合设计要求,必须具有出厂合格证及质量证明书。(未经检验的材料不得使用)管道组成件在使用前应进行外观检查:管件的表面应有制造厂代号(商标)、规格、材料牌号和批号等标识,并与质量证明文件相符,否则不得使用。管件的表面不得有裂纹,外观应光滑、无氧化皮,表
4、面的其他缺陷不得超过产品标准规定的允许深度。坡口加工精度应符合产品标准的要求。焊接管件的焊缝应成形良好,且与母材圆滑过渡,不得有裂纹、未溶合、未焊透、咬边等缺陷。螺栓、螺母的螺纹应完整,无划痕、毛刺等缺陷,加工精度符合产品标准的要求。螺栓、螺母应配合良好,无松动或卡涩现象。阀门在安装前,应对壳体进行压力试验和密封试验,不合格的不得使用。施工用消耗材料:电焊条、电焊丝、钨级棒、砂轮片、氩气、氧气、乙炔气、氮气等应有制造厂产品质量证明书.焊丝应除锈、除油脂、油漆:电焊条经烘烤、保温,按焊条管理要求发放领用。根据管线材质不同,钢管及管件分类堆放,不得混淆。4.2管道的预制4.2.1下料切割管子在下料前,施工人员应熟悉图纸,确认管子和管件的规格、材质、型号无误后方可进行下料。下料由管工岗长负责,对净料尺寸根据管件坡口组对间隙,垫片厚度及各方向焊口数量综合确定。同一管材连续下料时,段与管间留出加工余量,切割方法不同留出不同加工余量。管子加工切断前必须移植原有标记,以保证正确识别管子的材质。碳钢管下料时,DN50的钢管采用无齿锯切割,砂轮机打磨坡口。DN50的钢管应采用氧乙炔切割或磁力切割,加工坡
《化工六厂施工方案新(1)(精品)》由会员m****分享,可在线阅读,更多相关《化工六厂施工方案新(1)(精品)》请在金锄头文库上搜索。
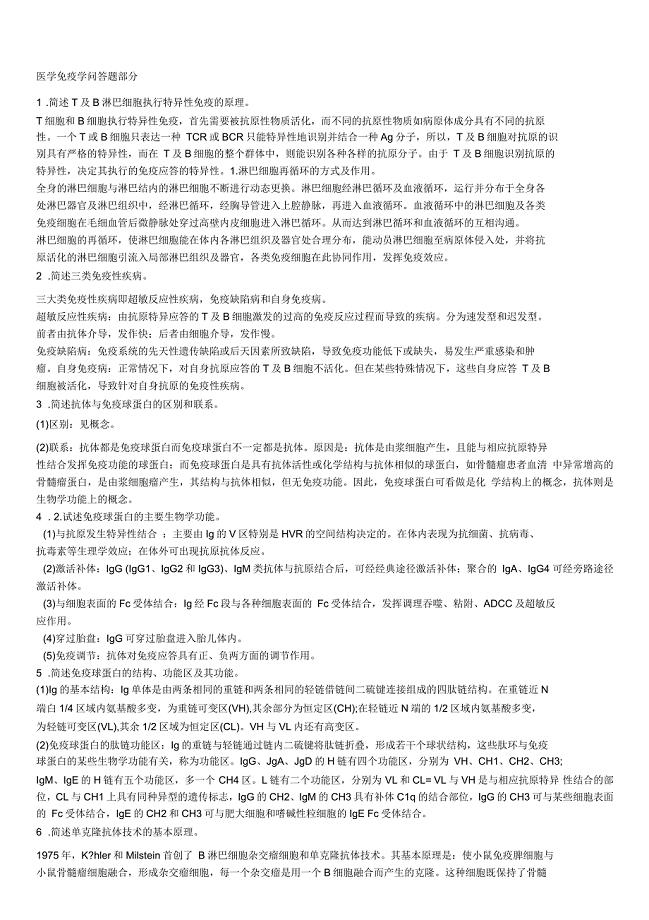
免疫学简答题
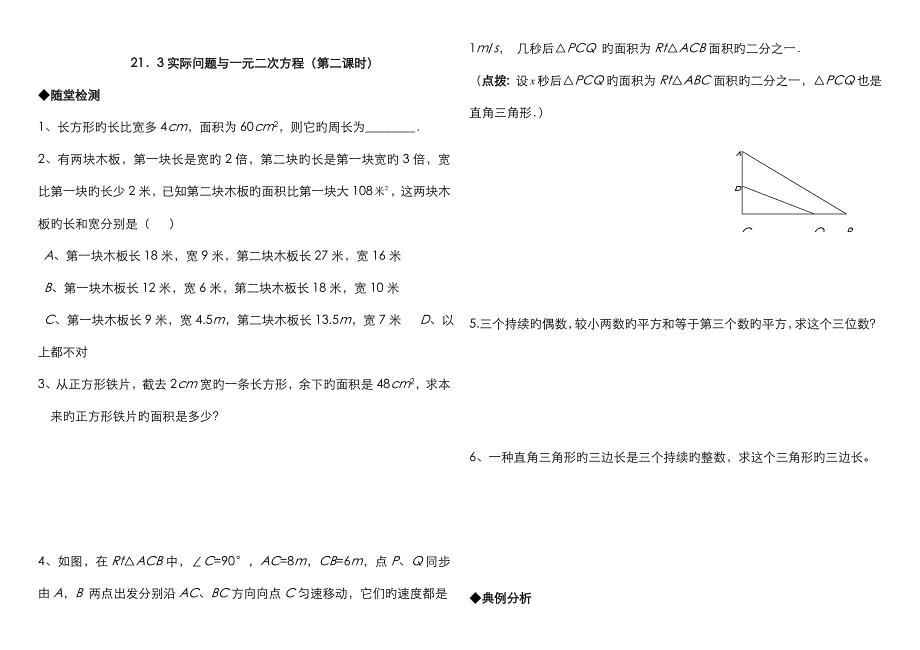
实际问题与一元二次方程第二课时同步练习含答案
儿科512护士节演讲稿范文
疫情督查整改和复工复产问题报告
微生物基本术语
必备房屋出租合同范文汇总10篇
父母要时常陪伴孩子经常交流
2023实习个人总结标准样本(2篇).doc
公司管理者的年度工作总结
食品采购合同参考样本(6篇).doc
中位数和众数说课稿 (2)

成都农村宅基地赠与协议书简单版(四篇).doc
幼儿园中班社会教案送给老人的礼物
金融资产转移相关资料
桥工程施工设计方案
2023年幼儿园保育员年终个人工作总结(9篇)
精选调解协议书4篇
苏教版科学四上文档

2023年倾听重要性(全文完整)
吉林省长外国语学校高二物理下学期第一次月考试题05111136
 066【资料分享】2013中信银行深圳分行招聘考试笔试及答案解析
066【资料分享】2013中信银行深圳分行招聘考试笔试及答案解析
2023-11-15 13页
中考英语总复习教案集粹(1-51)
2023-12-30 72页
【精选】陕西省榆林育才中学高中数学 第3章三角恒等变形3二倍角的三角函数1导学案 北师大版必修4
2024-02-12 4页
燃烧热的测定数据处理
2023-05-28 4页
呼市远泽教育报名统计表(初三英语)
2023-08-15 5页
玛卡的功效与作用禁忌
2024-01-21 11页
精品七年级语文下册26.强项令导学案 语文版
2022-12-25 4页
公司行政部门工作计划范文
2023-05-11 73页
2对环境的感觉测试
2023-12-29 5页
扬州关于成立专用车公司可行性研究报告(DOC 84页)
2023-10-23 84页