
肥皂盒注塑模具毕业设计设计说明书
14页
1、目录引言2第一章总体方案确定31.1 塑件分析31.2 分型面位置的确定31.3 确定型腔数量和排列方式4型腔数量的确定41.3.1 型腔排列形式的确定41.4 确定模具结构形式41.5 确定成型工艺41.6 确定注射机型号5利用UG进行体积的计算55注射机的选择51.6.3 注射机有关参数的校核5第二章浇注系统的设计错误!未定义书签。2.1 主流道设计6主流道尺寸62.1.1 主流道衬套形式61.2 分流道设计6分流道的布置形式61.2.1 分流道长度6分流道的形状、截面尺寸71.2.2 分流道表面粗糙度71.3 浇口设计71.4 冷料穴和拉料杆设计7第三章冷却及排气系统设计错误!未定义书签。3.1 冷却系统设计73.2 排气系统设计8第四章成型零件设计84.1成型零件结构设计84.2 成型零件尺寸计算84.3 成型零件钢材的选用11第五章模架的确定和标准件的选用错误!未定义书签。5.1模架的选择125.2 校核注射机12结论12致谢13参考文献13引言近年来工业产品塑料化的趋势不断上升。注塑成型是塑料加工中最普遍采用的方法,其中最主要之一的注塑模具已经很广泛的采用。它在质量、精度、
2、制造周期以及注塑成型过程中的生产效率等方面水平的高低,直接影响产品的质量、产量、成本及产品的更新换代,同时也决定着企业在市场竞争中的反应能力和速度。注塑模具与其它机械行业想比,有以下三个特点:第一,模具不能像其它机械那样可作为基本定型的商品随时都可以在机电市场上买到。模具制造不可能形成批量生产,即模具是单件生产的,其寿命越长,重复加工的可能性越小。因此,模具的制造成本较高。第二,因为注塑模具是为产品中的塑料制品而订制的,作为产品,除质量、价格等因素之外,很重要的一点就是需要尽快地投放市场,所以对于为塑料制品而特殊定订制的模具来说,其制造周期一定要短。第三,模具制造是一项技术性很强的工作,其加工过程集中了机械制造中先进技术的部分精华与钳工技术的手工技巧,因此要求模具工人具有较高的文化技术水平,特别是对企业来说要求培养“全能工人”,使其适应多工种的要求,这种技术工人对模具单件生产方式组织均衡生产是非常重要的。综上所述,模具制造存在成本高,要求制造周期短,技术性强等特点,目前,随着科学技术的不断发展和计算机的应用,这些问题得到了很大的改善。随着各种性能优越的工程塑料不断开发,注塑工艺越来越多
3、地被各个制造领域用以成型各种性能要求的制品。要高质量、经济地生产出注塑制品,必须综合考虑成型树脂、注塑模具及注塑机的问题,注塑模具的设计质量直接影响成型制品的生产效率、质量及成本。注塑模具在注射制品成型中起着极其重要的作用,除了塑料制品的表面质量、成型精度完全由模具决定之外,塑料制品的内在质量、成型效率也受模具左右,所以如何高质量、简明、快捷、规范化地设计注塑模具,成为发挥注塑成型工艺的优越性,扩大注塑制品的首要问题。我国模具工业从起步到飞跃发展,历经了半个多世纪,近几年来,我国模具技术有了很大发展,模具水平有了较大提高。大型、精密、复杂、高效和长寿命模具又上了新台阶。模具质量、模具寿命明显提高;模具交货期较前缩短。模具CAD/CAM/CAE术相当广泛地得到应用,并开发出了自主版权的模具CAD/CA歆件。塑料模是应用最广泛的一类模具。近年来,我国塑料模有长足的进步。在制造技术方面,首先是采用CAD/CA技术,用计算机造型、编程并由数控机床加工已是主要手段,CAE软件也得到应用。第一章总体方案确定塑件分析该塑件是一个肥皂盒的上、下盖,如图1-1所示,该塑件结构简单,上、下盖外轮阔均为长方
4、形(长60mm宽30mm高12mr)i,两端为半圆形(半径为15mrm,口部均有相配合的台阶,且下盖有三个长方形(长16mm宽4mm)两端为半圆形(半径4mm。尺寸精度为MT6级,尺寸精度不高,无特殊要求,壁厚为1.5mm属于薄壁塑件,生产批量大。塑件材料为聚甲醛(POM,成型工艺性较好,可以注射成型。1.1 分型面位置的确定根据塑件结构形式,最大底面为底平面,故分型面应选在底面处,为了满足制品的要求决定采用侧浇口。分型面位置如图1-2所示。图1-2分型面位置确定型腔数量和排列方式1.3.1型腔数量的确定该塑件为小型制品,尺寸精度不高。可以采用一模多腔的形式。考虑到模具制造成本和生产效率,初定为一模两腔的模具形式。1.3.2型腔排列形式的确定该塑件为规则图形型腔采用如图1-3所示两行两列的矩形排列式。图1-3模具型腔排列方式确定模具结构形式该塑件为小型制品,尺寸精度不高。采用UG分析后,下盖的体积为3.366cm3,上盖的体积为3.639cm3。本模具的结构形式为单分型面的两板模。采用一模两腔,顶杆推出,流道采用平衡式,浇口采用侧浇口。为了缩短成型周期,提高生产率,保证塑件质量,动定模
《肥皂盒注塑模具毕业设计设计说明书》由会员m****分享,可在线阅读,更多相关《肥皂盒注塑模具毕业设计设计说明书》请在金锄头文库上搜索。
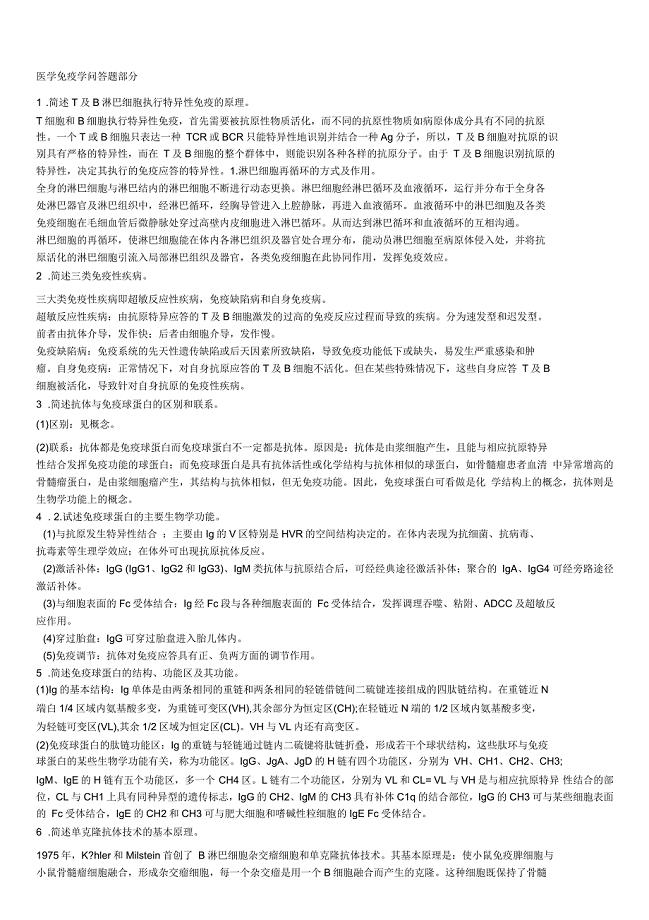
免疫学简答题
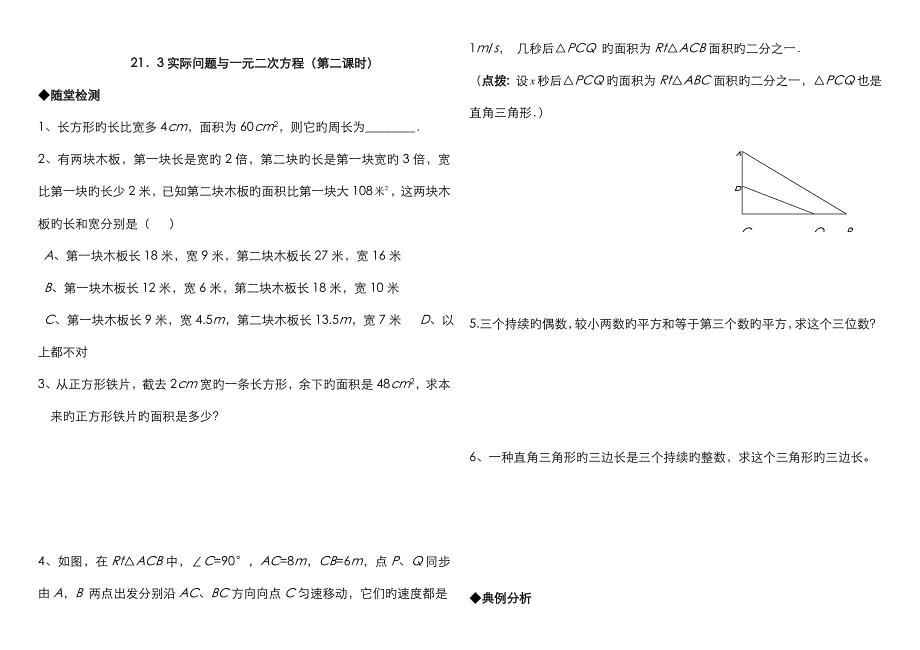
实际问题与一元二次方程第二课时同步练习含答案
儿科512护士节演讲稿范文
疫情督查整改和复工复产问题报告
微生物基本术语
必备房屋出租合同范文汇总10篇
父母要时常陪伴孩子经常交流
2023实习个人总结标准样本(2篇).doc
公司管理者的年度工作总结
食品采购合同参考样本(6篇).doc
中位数和众数说课稿 (2)

成都农村宅基地赠与协议书简单版(四篇).doc
幼儿园中班社会教案送给老人的礼物
金融资产转移相关资料
桥工程施工设计方案
2023年幼儿园保育员年终个人工作总结(9篇)
精选调解协议书4篇
苏教版科学四上文档

2023年倾听重要性(全文完整)
吉林省长外国语学校高二物理下学期第一次月考试题05111136
 专题三:匀变速直线运动的基本公式和推理
专题三:匀变速直线运动的基本公式和推理
2022-12-03 5页
公司管理系统源程序
2024-02-11 13页
某广场施工组织设计方案
2023-10-17 50页
研发投入核算财务管理制度
2023-04-13 5页
自然灾害的自救常识
2024-01-09 5页
处方点评表格
2023-06-29 9页
创业计划书详细步骤讲解
2023-02-08 9页
松下AAD0302门机调试说明书
2023-11-02 15页
紫外吸收光谱法
2022-07-24 28页
陶瓷基板的发展概况
2023-09-22 15页