
机械制造技术课程设计-高浓浆泵端盖的工艺与铣端面夹具设计(全套图纸)
45页
1、分 类 号 密 级 宁宁波大红鹰学院设计(论文)高浓浆泵端盖的工艺与铣端面夹具设计所在学院专 业班 级姓 名学 号指导老师 年 月 日摘 要本设计是基于高浓浆泵端盖零件的加工工艺规程及一些工序的专用夹具设计。高浓浆泵端盖零件的主要加工表面是平面及孔系。一般来说,保证平面的加工精度要比保证孔系的加工精度容易。因此,本设计遵循先面后孔的原则。并将孔与平面的加工明确划分成粗加工和精加工阶段以保证孔系加工精度。基准选择以高浓浆泵端盖的输入轴和输出轴的支承孔作为粗基准,以顶面与两个工艺孔作为精基准。主要加工工序安排是先以支承孔系定位加工出顶平面,再以顶平面与支承孔系定位加工出工艺孔。在后续工序中除个别工序外均用顶平面和工艺孔定位加工其他孔系与平面。支承孔系的加工采用的是坐标法镗孔。整个加工过程均选用机床。夹具选用专用夹具,夹紧方式多选用气动夹紧,夹紧可靠,机构可以不必自锁,因此生产效率较高,适用于大批量、流水线上加工,能够满足设计要求。关键词:高浓浆泵端盖类零件;工艺;夹具;全套图纸,加153893706ABSTRACTThe design is based on the body parts
2、of the processing order of the processes and some special fixture design. Body parts of the main plane of the surface and pore system. In general, the plane guarantee processing precision than that of holes machining precision easy. Therefore, this design follows the surface after the first hole principle. Plane with holes and the processing clearly divided into roughing and finishing stages of holes to ensure machining accuracy. Datum selection box input shaft and the output shaft of the suppor
3、ting hole as a rough benchmark, with top with two holes as a precision technology reference. Main processes arrangements to support holes for positioning and processing the top plane, and then the top plane and the supporting hole location hole processing technology. In addition to the follow-up processes individual processes are made of the top plane and technological hole location hole and plane processing. Supported hole processing using the method of coordinate boring. The whole process of p
4、rocessing machine combinations were selected. Selection of special fixture fixture, clamping means more choice of pneumatic clamping, clamping reliable, institutions can not be locked, so the production efficiency is high, suitable for large batch, line processing, can meet the design requirements.Key Words: box type parts process; fixture;目 录摘 要IIABSTRACTIII第1章 绪论11.1 机械加工工艺概述11.2机械加工工艺流程21.3夹具概述21.4机床夹具的功能31.5机床夹具的发展趋势31.5.1机床夹具的现状31.5.2现代机床夹具的发展方向4第2章 加工工艺规程设计52.1 零件的分析52.1.1 零件的作用52.1.2 零件的工
《机械制造技术课程设计-高浓浆泵端盖的工艺与铣端面夹具设计(全套图纸)》由会员壹****1分享,可在线阅读,更多相关《机械制造技术课程设计-高浓浆泵端盖的工艺与铣端面夹具设计(全套图纸)》请在金锄头文库上搜索。
工程师2014工作总结及2015年计划
2013年最新CETE工作总结
高档绣花窗帘面料建设项目商业计划书写作模板
RFID智能仓库管理系统方案共20页
芜湖电子纸技术创新项目投资计划书模板范文
2023年福建省南平市顺昌县双溪街道余坊村社区工作人员考试模拟题含答案
2023年06月四川乐山市金口河区事业单位招考聘用急需紧缺专业人才13人笔试参考题库附答案详解
有孩子的离婚协议书范本(3篇).doc
单位保洁工作总结(4篇).doc
拘留所工作特点调查报告
遗传学习题集按章节
读《王立群读《史记》之汉武帝》有感
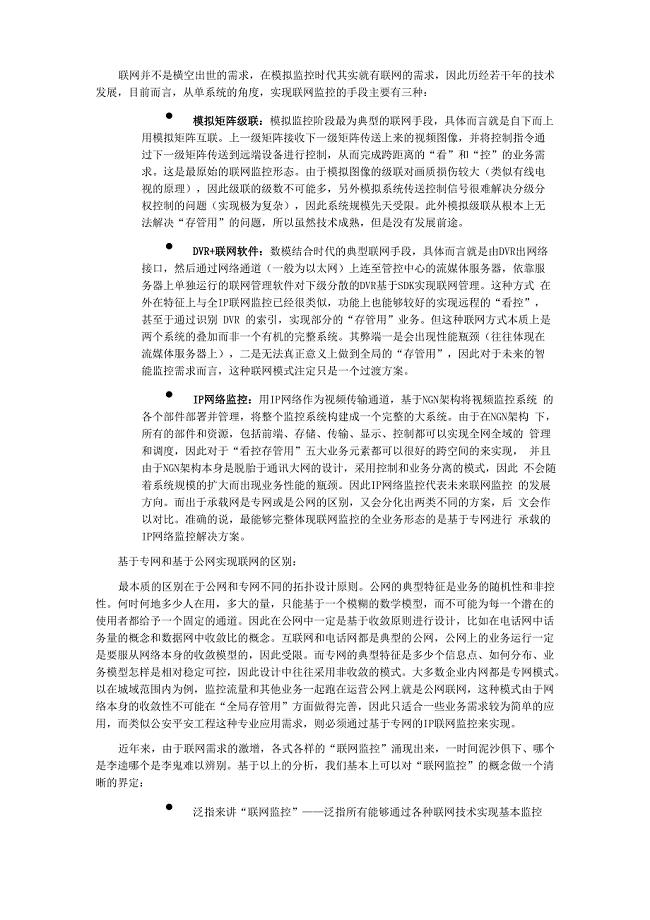
实现监控联网问题
主题邀请函
大学院系庆祝建团90周年征文活动方案
2022年江苏省建筑施工企业专职安全员C1机械类考试(全考点覆盖)名师点睛卷含答案65
社区残疾人服务工作总结范本(5篇).doc
高中数学北师大版选修21课时作业:2.2.3 空间向量的数量积 Word版含解析
xx公司预算管理制度Word编辑
车辆租赁合同如何写(合集12篇).doc
 毕业设计(论文)-一种树枝粉碎机的设计
毕业设计(论文)-一种树枝粉碎机的设计
2022-11-08 31页
在深化机关作风整顿优化营商环境会议上的表态发言
2024-02-18 3页
支撑掩护式液压支架的设计(下载送图纸)
2023-04-20 82页
田一幼综合楼施工组织设计
2023-07-25 153页
企业定向增发的动机及财务后果研究论文设计
2023-07-25 44页
金融学概专业 论物流金融市场的国内外现状比较研究
2023-10-10 6页
机械制造技术课程设计-轴齿轮的加工工艺及钻28孔夹具设计
2022-09-04 29页
城市规划原理名词解释
2023-10-15 11页
机械原理课程设计-基于ADAMS的双发动机速度指示机构的仿真与分析
2024-01-06 10页
学习体会关于学习《行政伦理学》课程学习体会
2023-04-17 4页