
毕业设计(论文)-末端传动件箱体钻10孔机械式组合钻床及其工装设计
47页
1、摘要组合机床用于大批量零件的生产,快捷高效,高效率机械加工是未来发展的方向。这次毕业设计的题目是“末端传动箱体钻10孔机械式组合钻床”。本组合机床要求能实现钻末端的10个孔,可以微调整。在工艺制定过程中,通过批量的进行钻末端端面孔的加工方案,并找到了最佳的工艺方案,由此说明了工艺在生产过程中的重要性。我的设计的主要内容是:进行了机床总体布局设计;对机床的进给和传动部分进行了设计;结合实例,介绍了夹具设计方法及三维建模;通过此设计,本组合钻机床完全能满足设计要求,与传统的钻床相比,本机床具有自动化程度高,生产效率率高,精度高等优点。关键词:组合机床;夹具设计;手动夹紧AbstractApplication of combined high-volume machining parts, high efficiency, high productivity is the development direction of machining. The graduation project is entitled Two face milling gearbox. The combinatio
2、n of milling machine tool required to achieve both ends of surface, can be manual, 10mm milling head can be fine-tuning. Making process in the process, conducted by volume ends face milling processing program, and to seek the best technology solutions, which illustrates the process in the importance of the production process. The main elements of my design are: the general layout for a machine tool design; on the machine feed and transmission parts of the design; Integration for the fixture desi
3、gn; With this design, this machine can meet the design requirements, and the traditional compared to the machine, this machine has high automation, high productivity and high precision. Keywords: combination tool; milling head; fixture design; Manual 1目录摘要1Abstract2目录3第1章 绪论61.1 引 言61.2毕业设计的目的61.3 组合机床概述7第2章 零件的分析122.1 生产类型的确定122.2 零件的作用122.3 零件的工艺分析122.4变速箱箱体加工的主要问题和工艺过程设计所应采取的相应措施132.5工艺过程设计中应考虑的主要问题142.6变速箱箱体加工定位的基准选择172.6.1粗基准的选择172.6.2精基准的选择172.7变速箱体的机械加工余量、工序尺寸及毛坯尺寸的确定18第3章 变速箱体材料及毛坯的确定203
4、.1 变速箱体的材料203.2 变速箱体的毛坯20第4章 工艺规程设计214.1 基准的选择214.2 工艺路线的制定214.3加工设备及工艺装备的选用244.4 确定精铣箱体两端面的加工余量、切削用量及基本工时274.4.1 加工余量的确定274.4.2 切削用量的确定274.4.3 基本工时的确定284.4.4编制机床生产率计算卡29第5章 组合机床总体设计325.1 组合机床配置形式的选择325.2绘制机床联系尺寸图325.2.1 动力部件的选用325.2.2 装料高度的确定335.2.3 侧底座的选择335.2.4 绘制机床联系尺寸图335.3绘制铣削变速箱体两端面工序图345.4 绘制精铣变速箱体两端面加工示意图345.4.1 刀具的选择345.4.2 铣削头的选择355.4.3 对刀元件的选择365.4.4 绘制加工示意图36第6章.专用夹具设计386.1 夹具概述386.1.1 夹具分类386.1.2 机床夹具的现状386.1.3现代机床夹具的发展方向396.2 夹具设计任务406.3 拟定夹具结构方案406.3.1 确定工件定位方案及设计选择定位装置406.3.2 确定
《毕业设计(论文)-末端传动件箱体钻10孔机械式组合钻床及其工装设计》由会员cn****1分享,可在线阅读,更多相关《毕业设计(论文)-末端传动件箱体钻10孔机械式组合钻床及其工装设计》请在金锄头文库上搜索。

施工组织设计管理制度
奥巴马当选美国总统的启示
干挂瓷砖施工工艺
2013年国家公务员考试历年真题及其答案
「最新」国开电大专科《行政法与行政诉讼法》十年期末考试多项选择题库(分学期版)
数学学案同步精致讲义选修21北师大版:第二章 空间向量与立体几何 167;1 Word版含答案
2022一级建造师-一建铁路工程实务考试全真模拟卷19(附答案带详解)
2023年幼儿园上半年后勤工作计划(2篇).doc

二甲评审后总结
伤感光棍节短信祝福语
小学四年级上册语文第六单元试卷(人教版)
盖板涵洞施工方案钢模板11
化学教育个人阶段总结模板
大学生竞选学生会演讲稿
教师师德师风个人工作总结参考范本(4篇).doc
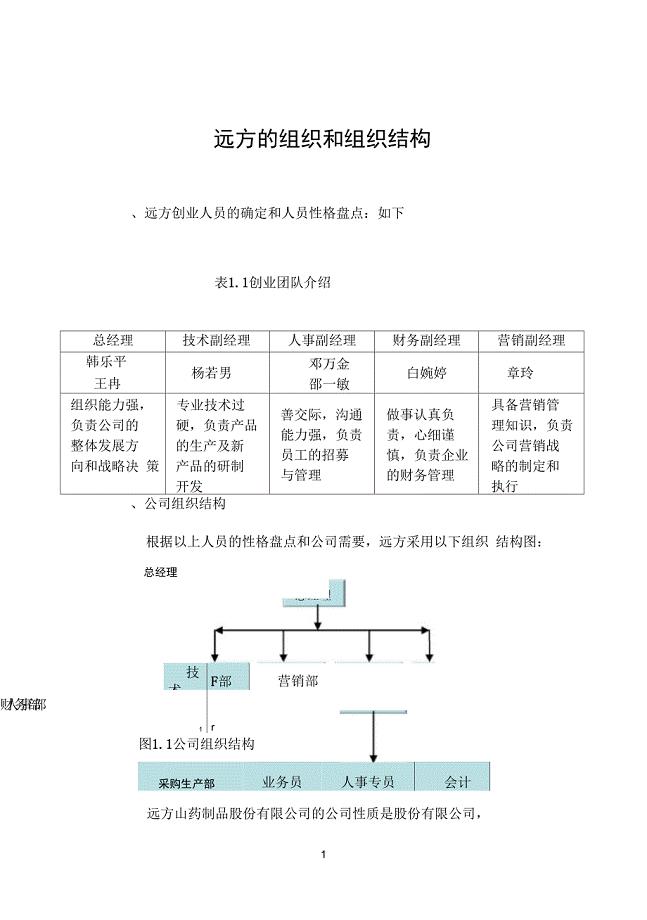
(完整word版)团队组织和组织结构设计
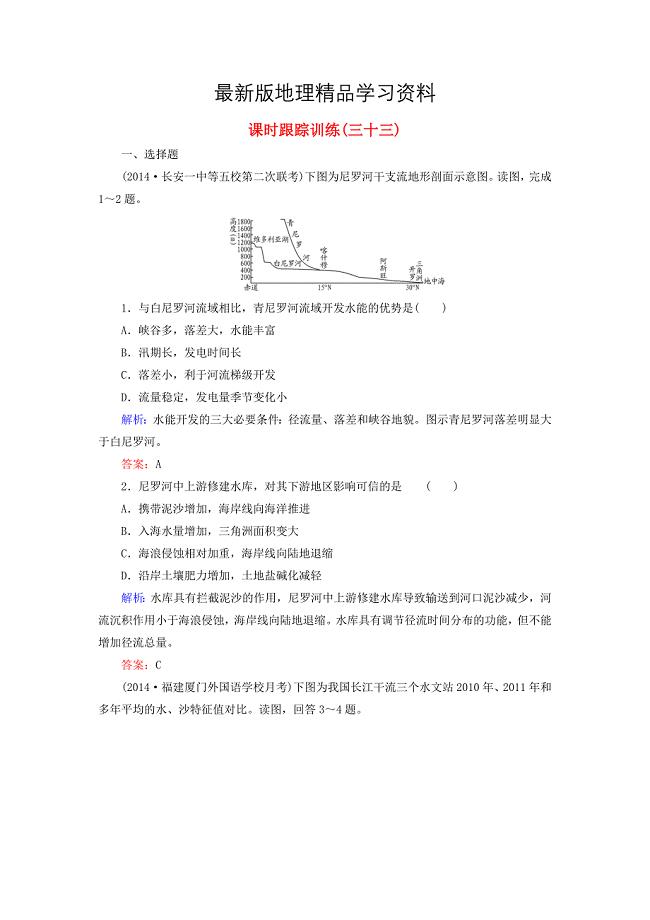
【最新】【与名师对话】新课标高考地理总复习 课时跟踪训练33

【建筑施工方案】18楼水电安装工程施工方案剖析
我和小动物的故事作文400字
物料提升机使用应急救援预案
 金融行业所得税对金融市场的影响分析 会计学专业
金融行业所得税对金融市场的影响分析 会计学专业
2023-07-07 9页
毕业设计(论文)-X射线C型臂系统结构设计(全套图纸三维)
2023-05-07 21页
毕业设计(论文)-多功能两用遮阳伞设计
2023-04-10 52页
城管社会评议整改方案
2022-10-19 10页
三维动画设计课设报告
2023-09-30 9页
械毕业设计(论文)-动力输出总成的设计【全套图纸】
2023-02-28 41页
机械毕业设计(论文)-自动抹灰机设计(全套图纸三维)
2023-09-21 32页
毕业设计(论文)-壳体零件加工工艺及夹具设计(全套图纸三维)
2024-01-07 33页
不同编码和调制方式对OFDM系统性能影响的仿真分析
2023-12-03 35页
交通信号灯控制系统的设计
2023-01-27 22页