
数控铣床与操作
22页
1、第四章 数控铣床与操作一、数控铣床特点数控铣床是主要采用铣削方式加工工件的数控机床, 能完成各种平面、沟槽、螺旋槽、成型表面、平面曲线和空间曲线等复杂型面的加 工。与普通铣床相比,数控铣床具有以下特点:1、半封闭或全封闭式防护经济型数控铣床多采用半封闭式; 全功能型数控铣床会采用全封闭式防护,防止冷却液、切屑溅出,保证安全。2、主轴无级变速且变速范围宽主传动系统采用伺服电机(高速时采用无传动方式电主轴) 实现无级变速, 且调速范围较宽, 这既保证了良好的加工适应性,同时也为小直径铣刀工作形成了必要的切削速度。3、 采用手动换刀,刀具装夹方便数控铣床没有配备刀库,采用手动换刀,刀具安装方便。4、 一般为三坐标联动数控铣床多为三坐标( 即 X , Y , Z 三个直线运动坐标) 、三轴联动的机床,以完成平面轮廓及曲面的加工。5、 应用广泛与数控车削相比, 数控铣床有着更为广泛的应用范围, 能够进行外形轮廓铣削、 平面或曲面型腔铣削及三维复杂型面的铣削, 如各种凸轮、模具等,若再添加圆工作台等附件(此时变为四坐标),则应用范围将更广, 可用于加工螺旋桨、 叶片等空间曲面零件。 此外,随着高速
2、铣削技术的发展,数控铣床可以加工形状更为复杂的零件,精度也更高 。二、数控铣床分类数控铣床种类很多, 按其体积大小可分为小型、 中型和大型数控铣床,其中规格较大的,其功能已向加工中心靠近,进而演变成柔性加工单元。一、按主轴布置形式分类1、立式数控铣床立式数控铣床的主轴轴线与工作台面垂直, 是数控铣床中最常见的一种布局形式。 立式数控铣床一般为三坐标( X 、 Y 、 Z )联动 , 其各坐标的控制方式主要有以下两种:1 )工作台纵、横向移动并升降,主轴只完成主运动。目前小型数控铣床一般采用这种方式。2 ) 工作台纵、横向移动,主轴升降。这种方式一般运用在中型数控铣床中 。立式数控铣床结构简单,工件安装方便,加工时便于观察,但不便于排屑。2、卧式数控铣床卧式数控铣床的主轴轴线与工作台面平行, 主要用来加工箱体类零件。 一般配有数控回转工作台以实现四轴或五轴加工, 从而扩大功能和加工范围。卧式数控铣床相比立式数控铣床, 结构复杂, 在加工时不便观察,但排屑顺畅。3、龙门式数控铣床大型数控立式铣床多采用龙门式布局, 在结构上采用对称的双立柱结构,以保证机床整体刚性、强度。主轴可在龙门架的横梁
3、与溜板上运动,而纵向运动则由龙门架沿床身移动或由工作台移动实现,其中工作台床身特大时多采用前者。龙门式数控铣床适合加工大型零件, 主要在汽车、 航空航天、机床等行业使用。4、立卧两用数控铣床立卧两用数控铣床的主轴轴线可以变换, 使一台铣床具备立式数控铣床和卧式数控铣床的功能。 这类机床适应性更强, 应用范围更广,尤其适合于多品种、小批量又需立卧两种方式加工的的情况,但其主轴部分结构较为复杂。二、按数控系统的功能分类1、经济型数控铣床经济型数控铣床一般是在普通立式铣床或卧式铣床的基础上改造而来的,采用经济型数控系统,成本低,机床功能较少,主轴转速和进给速度不高, 主要用于精度要求不高的简单平面或曲面零件加工。2、全功能数控铣床全功能数控铣床一般采用半闭环或闭环控制, 控制系统功能较强,数控系统功能丰富, 一般可实现四坐标或以上的联动,加工适应性强,应用最为广泛。3、高速铣削数控铣床我们一般把主轴转速在800040000 r/min的数控铳床称为高速铳削数控铳床,具进给速度可达1030 m/min,如图4- 6 所示。这种数控铣床采用全新的机床结构(主体结构及材料变化)、功能部件(电主轴、
4、直线电机驱动进给)和功能强大的数控系统, 并配以加工性能优越的刀具系统, 可对大面积的曲面进行高效率、高质量的加工。高速铣削是数控加工的一个发展方向, 目前, 其技术正日趋成熟,并逐渐得到广泛应用,但机床价格昂贵,使用成本较高。三、数控铣床主要加工对象一)数控铣床主要功能不同档次的数控铣床的功能有较大的差别, 但都应具备以下主要功能。1、直线插补完成数控铣削加工所应具备的最基本功能之一, 可分为平面直线插补、空间直线插补、逼近直线插补等。2、圆弧插补完成数控铣削加工所应具备的最基本功能之一, 可分为平面圆弧插补、逼近圆弧插补等。3、固定循环固定循环是指系统所作的固化的子程序, 并通过各种参数适应不同的加工要求, 主要用于实现一些具有典型性的需要多次重复的加工动作,如各种孔、内外螺纹、沟槽等的加工。使用固定循环可以有效地简化程序的编制。4、刀具补偿一般包括刀具半径补偿、 刀具长度补偿、 刀具空间位置补偿功能等。刀具半径补偿平面轮廓加工刀具长度补偿设置刀具长度刀具空间位置补偿曲面加工5、镜向、旋转、缩放、平移通过机床数控系统对加工程序进行上述处理, 控制加工, 从而简化程序编制。6、自动加
《数控铣床与操作》由会员M****1分享,可在线阅读,更多相关《数控铣床与操作》请在金锄头文库上搜索。
网站测试报告
2022年司机年终总结
培训计划公司10篇
城镇化发展现状及发展思路
安全生产事故隐患排查治理制度精选版(7篇).doc
疫情后体育课复课活动方案
网络文化发展有限公司-网络商业计划书
7月给女朋友的生日祝福语
小公司管理制度标准范文(八篇)
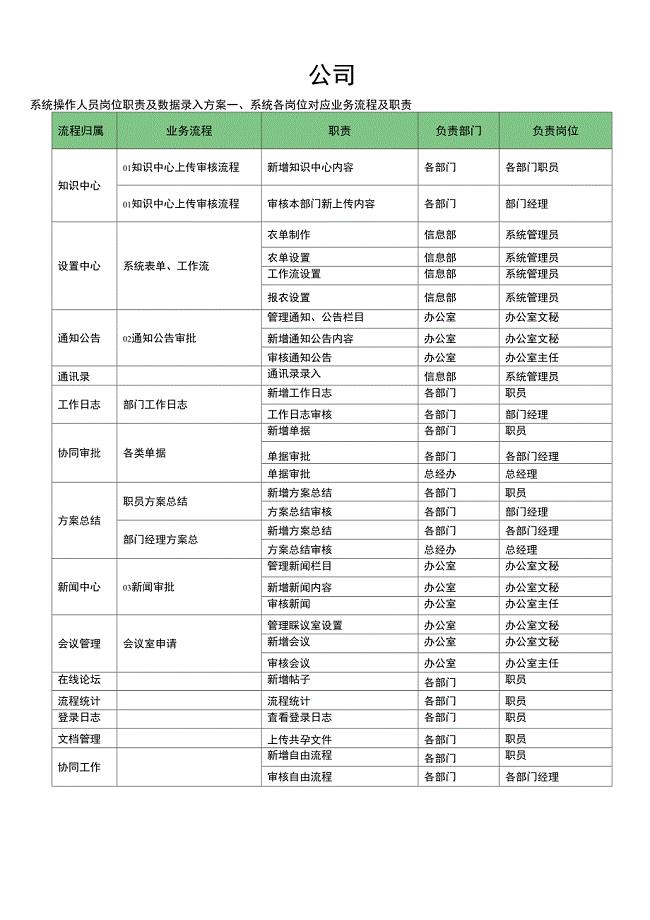
OA岗位对应业务流程及录入计划
上半年政法工作总结及下半年工作计划
个人买卖合同(34)(8篇).doc

坊主发布活动注意事项
建筑经济与企业管理知识点
东北大学21秋《井巷掘进与支护》平时作业2-001答案参考24
2023年提升机安全技术篇
矿山机电专业人才需求调研报告
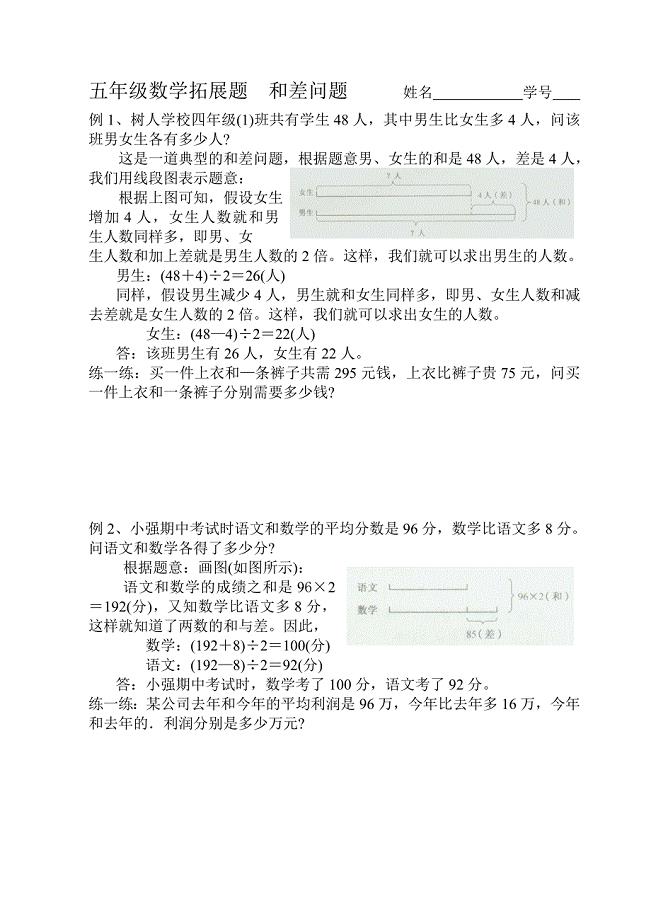
五年级数学拓展题和差问题
标准美容院馆商业计划书
朔州市生物项目建议书
 网页中的简历表格怎么复制到excel
网页中的简历表格怎么复制到excel
2023-03-02 2页
一年级班主任 经验交流材料
2023-04-28 8页
《数据库基础》课程标准
2023-04-08 8页
安全事故整改报告
2024-01-26 74页
《数据库原理与应用》课后习题参考答案
2023-11-25 11页
清算审计业务约定书()
2023-04-19 4页
LNG加气站设计规范
2023-12-20 8页
学校常规管理工作处理流程图
2023-08-01 27页
软件销售许可合同
2022-11-24 4页
2018年农村科技入户指导员个人总结范文.doc
2023-01-04 3页