
毕业设计(论文)拖拉机半轴的加工工艺设计与加工
27页
1、 毕业设计用纸摘要轴,支承转动零件并与之一起回转以传递运动、扭矩或弯矩的机械零件。机器中作回转运动的零件就装在轴上。轴的材料主要采用碳素钢或合金钢,也可采用球墨铸铁或合金铸铁。轴的工作能力一般取决于强度和刚度。对于拖拉机半轴不但要承受较大的冲击、振动、反夏弯曲和扭转等多种应力作用,而且在拖拉机爬坡、起步时将承受更大的扭矩。因此,半轴必须要具有较高的抗拉、抗弯和疲劳强度及较高的韧性。通过对拖拉机半轴零件图的分析和研究,编制拖拉机半轴的数控加工工艺,进而对零件进行编程加工。该轴的加工使我对数控机床、数控编程、数控加工工艺得到了进一步认识,为将来从事相关的工作打下了良好的基础。关键词:半轴 、加工工艺、数控编程、工艺卡片目录第一章 数控加工工艺简介 .3第二章 零件加工工艺分析 .42. 1拖拉机半轴的零件分析 . .4 2. 2毛坯的选择 . 62. 3 机床的选择 .62. 4工艺的分析 .82. 5工艺的制定 .92. 6夹具的选择 . 112. 7刀具的选择 . .12 2. 8切削参数的选择.13第三章 零件的检测 .15第四章 拖拉机的未来发展前景.20第五章 结论 .24参考文
2、献 .25附录A 零件的加工工艺卡片. 第一章 数控加工工艺简介数控机床(Numerical Control Machine Tools)是用数字代码形式的信息(程序指令),控制刀具按给定的工作程序、运动速度和轨迹进行自动加工的机床,简称数控机床。高速化、高精度化、高可靠性、复合化、智能化、柔性化、集成化和开放性是当今数控机床行业的主要发展方向。数控加工工艺是采用数控机床加工零件时所运用的各种方法和技术手段的总和,它应用于整个数控加工工艺过程。数控加工工艺是伴随着数控机床的产生、发展而逐步完善起来的一种应用技术,它是人们对大量数控加工实践的总结。它是数控编程的前提和条件。没有符合实际的、科学合理的数控加工工艺,就不可能有真正切实可行的数控加工程序。数控编程就是将所制订的数控加工工艺内容格式化、符号化,形成数控加工程序,以使数控机床能真正地识别和执行。数控加工工艺过程是利用切削刀具在数控机床上直接改变加工对象的形状、尺寸、表面位置等,使其成为成品和半成品的过程。需要说明的是数控加工工艺过程往往不是从毛坯到成品的整个过程,而是仅由几道数控加工工序组成。第二章 零件加工工艺分析2.1 拖拉机
3、半轴零件的分析:零件图是制订工艺规程最主要的原始资料。只有通过对零件图和装配图的分析,才能了解产品的性能、用途和工作条件,明确各零件的相互装配位置和作用,了解零件的主要技术要求,找出生产合格产品的关键技术问题。零件图的分析包括三项内容:(1) 检查零件图的完整性和正确性 主要检查零件视图是否表达直观、清晰、准确、充分;尺寸、公差、技术要求是否合理、齐全。如有错误或遗漏,应提出修改意见。(2) 分析零件材料选择是否恰当 零件材料的选择应立足于国内,尽量采用我国资源丰富的材料,尽量避免采用贵重金属;同时,所选材料必须具有良好的加工性。(3) 分析零件的技术要求 包括零件加工表面的尺寸精度、形状精度、位置精度、表面粗糙度、表面微观质量以及热处理等要求。分析零件的这些技术要求在保证使用性能的前提下是否经济合理,在本企业现有生产条件下是否能够实现。对于拖拉机半轴零件的分析包括以下几点:1) 该零件既是花键轴又是阶梯轴,其加工精度要求较高,所以零件两中心孔是设计基准和工艺基准。2) 矩形花键轴花键两端面对公共轴线的圆跳动公差为0.02mm。3) 32h7和38h6外圆对公共轴心线的圆跳动公差为0.
《毕业设计(论文)拖拉机半轴的加工工艺设计与加工》由会员工****分享,可在线阅读,更多相关《毕业设计(论文)拖拉机半轴的加工工艺设计与加工》请在金锄头文库上搜索。
渠道混凝土衬砌施工监理控制要点
聚氨酯泡沫项目资金申请报告写作模板
讲解Phtoshop的快速蒙版
商场客服人员岗位职责
灰土挤密桩工程专项施工方案
人行步道方案
ppt考试题目及答案
业务员销售工作计划例文(2篇).doc
安全-演讲材料(汇总)
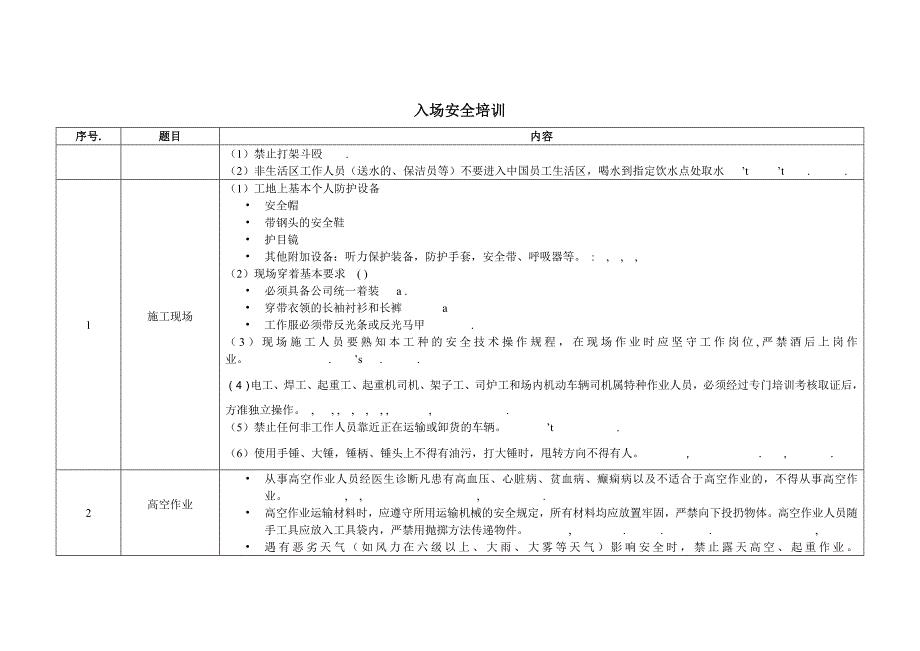
入场安全培训
青岛版六年级科学上册全册教案名师制作优质教学资料
农业普查动员大会领导讲话稿
2022年资料员-岗位技能(资料员)考试内容及考试题库含答案参考89
基于cpld的智能数字电压表设计大学本科毕业论文
柳州图像采集卡项目实施方案
煤业集团财务集中管理解决方案
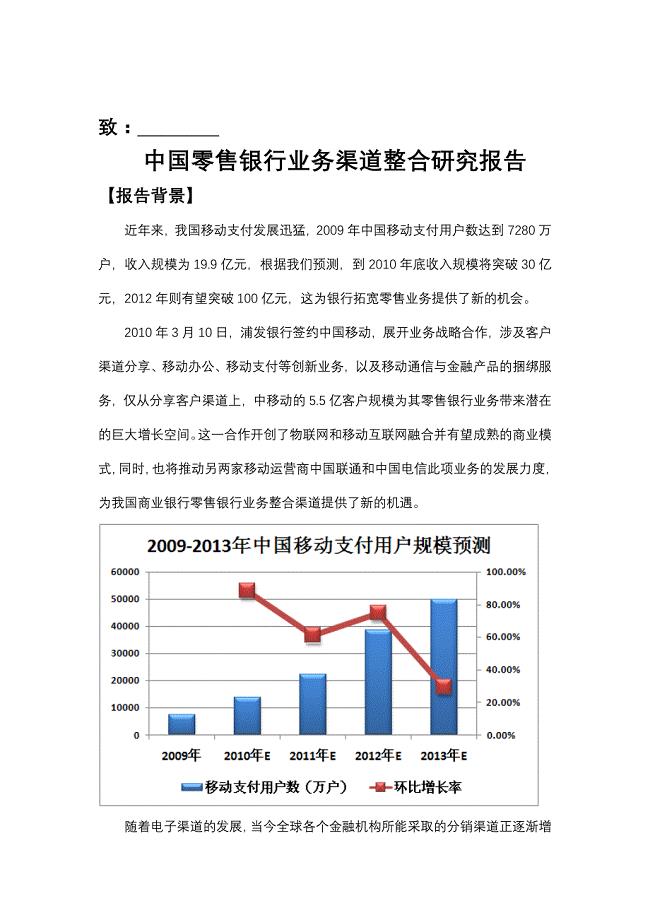
中国零售银行业务渠道整合研究报告
智能家居开题报告
人力资源管理价值链
【精编】2022年主持词开场白合集9篇
 三方协议范本
三方协议范本
2023-09-09 2页
基地工程建筑施工现场管理暂行规定
2024-01-08 15页
民爆物品安全管理制度
2024-02-14 18页
讲解Phtoshop的快速蒙版
2023-04-05 8页
井点降水施工技术
2023-02-27 6页
菲布力说明书
2024-02-12 10页
幼儿生活化数学教育思考
2023-03-17 4页
集资诈骗最新案例
2023-11-02 18页
孩子学习类型分三类
2023-10-16 10页
模糊系统:挑战与机遇并存
2023-04-03 9页