
柴油机型连杆的机械加工工艺规则及工艺装备
4页
1、机械制造工艺学课程设计任务书题目 : 设计 135 型连杆的机械加工工艺规则及工艺装备:1.零件图1张2. 毛坯图1张3. 机械加工工艺过程综合卡片1张4. 工艺附图1 份5. 课程设计说明书1 份135 型连杆设计说明书机械工艺课程设计是一个综合的设计项目, 它要求有一定的刀具, 机床, 切削及机械加工机械制造工艺等多方面的知识。而实际机械加工是讲究经济性, 高效性, 以及美观合理, 作为学生的设计肯定在设计过程中有很多与实际不合,再所难免,望老师指出并给予指导。一、 零件的分析一) 零件的作用连杆是柴油机的主要零件之一。 它在柴油机中将作用于活塞顶面的膨胀气体的压力传给曲轴, 又受曲轴的驱动带动活塞压缩汽缸中的气体。 连杆在工作承受着剧烈变化的动载荷。连杆由连杆体和连杆盖组成 。连杆体和连杆盖的大头孔用螺钉与曲轴装配在一起。 135 型柴油机连杆的大头装有薄壁轴瓦。轴瓦有钢制的底。底的内表面浇有一层耐磨金属。 在连杆体与连杆用定位孔很定位套来精确定位, 小头孔内压入青铜衬套,以减少小头孔与活塞销的磨损,同时便于在磨损后进行修理和更换。(二)零件的技术条件分析几加工面的选择为了保证大
2、头孔与轴瓦,曲轴,小头孔和活塞销能紧密配合,减少冲击的不良影响和便于传热,大头孔与小头的衬套均为高精度和底的表面粗糙度Ra1.6 ,小头孔的椭圆锥度总和允许误差为 0.015 。两孔轴心线的不平行读会是活塞在汽缸中倾斜, 而造成汽缸壁磨损不均匀, 同时使得曲轴的连杆轴颈也产生边缘磨损, 所以一般规定的公差比较紧; 而两孔轴心线的歪斜度对不均匀磨损的影响较小。 对 135 型柴油机连杆的大小头孔的轴心线以及小头衬套的轴心线规定:两螺纹孔对铣开面的不垂直度在20 毫米长度内的允许误差为0.03大小头孔的中心距影响汽缸的压缩比,所以规定比较高为280 0.03对于螺纹联接连杆在工作时受到剧烈变化的动载荷的作用,这一动载荷最后传递到螺纹联接上,所以螺纹孔的表面粗糙度要求较高为 Ra3.2 ;在结合面方面, 在连杆受动载荷时, 结合面的歪斜使连杆沿着结合面产生相对错为,影响到曲轴的连杆轴颈和轴瓦的,从而产生不均匀磨损。结合面的不平行度将影响到连杆体, 135 型柴油机连杆,规定:两螺纹孔对铣开面的不垂直度在20 毫米长度内的允许误差为 0.03(三)连杆的机械加工工艺过程由上述技术条件的分析可知
《柴油机型连杆的机械加工工艺规则及工艺装备》由会员枫**分享,可在线阅读,更多相关《柴油机型连杆的机械加工工艺规则及工艺装备》请在金锄头文库上搜索。
不锈钢合金介绍
提升农村小学信息技术学科教师专业成长的实践研究
房地产公司工作总结标准模板(2篇).doc
平朔安太堡四级安全培训中心改造工程投标文件
精密金属零部件制造项目商业计划书写作模板

服装行业营销策划方案
复习题选择题答案

小学教学计划九篇
短期借款反担保合同(5篇).doc
五一先进代表倡议书
八年级英语下册 Unit 9 Have you ever been to a museum(Period2 SectionA3a—3c)学案设计 (新版)人教新目标版
景区酒店客房安全管理制度

施工企业会计随堂随练
CBE-2065D电容器全自动赋能分选机使用说明书
蒸汽管道安装施工工艺(精)
危重患儿应激性高血糖及其临床意义分析
某置行股份公司支票管理程序
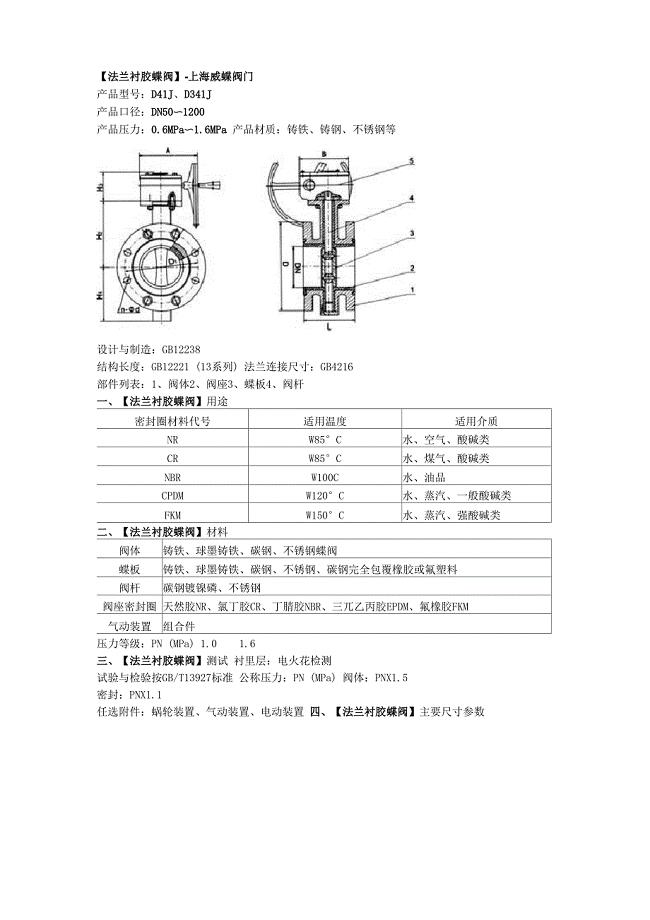
法兰衬胶蝶阀
东北农业大学22春《土地利用规划学》综合作业二答案参考21
2022年安全生产监管人员资格证考试内容及题库模拟卷44【附答案】
 Excel计算坐标方位角
Excel计算坐标方位角
2023-03-26 1页
9第十章 紫外
2023-03-14 8页
计算题及答案
2022-12-03 7页
认知功能测试
2024-01-17 9页
“诗意单身生活”主题沙龙活动方案
2023-09-03 3页
2020建筑成本每平方
2023-07-09 5页
联合循环发电厂建设期风险分析
2024-01-07 6页
21061上巷回风联巷防突措施
2022-10-21 11页
长沙宏力泵业真空泵单位的换算与常用公式
2022-08-31 3页
项目工程建设工作总结
2023-07-01 1页