
工艺管道施工方案
24页
1、中国石化湛江东兴石油化工有限公司200万吨/年柴油加氢装置及其配套项目全厂工艺及热力管网改扩建工艺管道施工方案第1页 共1页目 录1工程概况11.1工程概述11.2工程特点12编制依据13主要工程实物量24施工进度部署及劳动力计划安排35主要施工方法和技术质量要求35.1主要施工方法35.2主要技术要求45.3材料验收及管理45.4主要质量标准和质量要求66管道质量检验96.1外观检验96.2焊缝无损检测97管线试压、吹扫、气密试验107.1水压试验107.2管道系统吹扫、水冲洗117.3管道系统气密试验118质量保证措施措施119 HSE管理及安全保证措施1510劳动力需求1911施工手段用料1912施工机具20江苏聚力工程建设有限公司中国石化湛江炼油化工有限公司200万吨/年柴油加氢装置及其配套项目全厂工艺及热力管网改扩建工艺管道施工方案第 20页 共20页1工程概况1.1工程概述中国石化湛江东兴石油化工有限公司200万吨/年柴油加氢装置及其配套项目全厂工艺及热力管网改扩建工艺管线贯穿老厂、三联合装置、罐区、库区。工艺管线共分为六个区和轻污油、燃料油、柴油罐区、库区柴油罐等四个罐区
2、改造,共计11.81千米,大约13500寸口。EPC:洛阳石油化工工程公司监理公司:北京华夏石化工程监理有限公司施工单位:江苏聚力工程建设有限公司1.2工程特点1) 本装置点多面广,施工战线长,协调难度大,其中含老装置区域和新装置区域,老装置区域安全防护工作要求高,难度大,其协调难度大,且施工电源难解决。2) 现场管线施工层面多,交叉作业多,高质量的完成管线施工任务就需要前期严密的组织和施工中合理的计划安排。2编制依据(1)工程建设标准强制性条文 (石油和化工建设工程部分)(2)压力管道安全管理与监察规定 劳部发1996140号(3)石油化工有毒、可燃介质钢制管道工程施工及验收规范SH3501-2011(4)工业安装工程质量检验评定统一标准 GB50252-2010(5)工业金属管道工程质量检验评定标准 GB50184-2011(6)工业金属管道工程施工及验收规范 GB50235-2010(7)现场设备、工业管道焊接工程施工及验收规范 GB50236-1998(8)工业设备及管道绝热工程施工及验收规范 GBJ126-89(9)输送流体用无缝钢管 GB/T8163-2008(10)石油化
3、工设备和管道涂料防腐蚀技术规范 SH3022-1999(11)阀门检验与管理规程 SH3518-2000(12)石油化工钢制通用阀门选用、检验及验收 SH3064-2003(13)石油化工钢制管道工程施工工艺标准 SH/T3517-2001(14)工程建设交工技术文件规定 SH/T3503-2007(15) 石油化工建设工程项目施工过程技术文件规定 SH/T3543-2007(16)200万吨/年柴油加氢装置及其配套项目全厂工艺及热力管网改扩建质量计划/施工组织设计(17)中国石化洛阳石化工程公司(LPEC)提供的设计图纸 (18) 压力容器无损检测 JB4730-20053主要工程实物量主要实物工程量一览表 区域名称区区区区区区罐区备注管线8652123.64407.711007801162800.5 “/”为图纸未到 单位(米)4施工进度部署及劳动力计划安排4.1施工部署4.1.1总体原则 管道施工的总体原则是:六个管网区域与四个罐区改造根据现场情况,按区域施工。加强管线地面预制深度,尽量减少高空作业,管线预制和安装尽可能与管架钢结构改扩建工程的安装相一致,与旧管线和衔接图号碰头处
4、,一定要明确标高和管线位置及管线号,避免施工错误。4.1.2施工进度计划安排 9月20日10月1日熟悉施工图纸及管线施工场地,管道用施工材料全面准备。 10月2日11月31日 管道防腐全部施工完毕,管网管道部分施工完毕,罐区管道基本安装完毕,管网形成大干局面。 12月20日1月5日 管线安装完毕,达到试压、吹扫条件。 1月6日1月20日 管线试压、吹扫达到交工验收条件,防腐保温基本完。4.2劳动力计划安排管理人员8人管工12人焊工12人辅助工人40人5主要施工方法和技术质量要求5.1主要施工方法5.1.1 熟悉本管道施工平面布置图及详图,熟悉管线的走向、材料选用、连接方式、安装位置及各种技术要求,在施工前画出管道单线图,并在单线图上对焊口进行流水式编号。5.1.2 施工前,施工人员应首先仔细对照施工图及现场管架的具体情况进行管线的预制,避免出现不必要的错误。5.1.3管道安装应根据本次管网施工的具体情况,施工要多点多面同时进行,施工过程中要不留尾巴。5.2主要技术要求5.2.1管材到货后应根据图纸要求进行除锈,且其质量等级不低于Sa2.5级,防腐涂料及干膜厚度应按照图纸要求。5.2.2
《工艺管道施工方案》由会员桔****分享,可在线阅读,更多相关《工艺管道施工方案》请在金锄头文库上搜索。
2023年山东省潍坊市寿光市侯镇小泊头村社区工作人员考试模拟题含答案
分公司运营方案
明挖扩大基础建筑施工组织设计及对策
安庆碳陶刹车材料项目投资计划书

企业法律顾问个人工作总结
物业管理专员的主要职责描述(五篇).doc
重特大交通事故专项应急预案
河南电大《艺术学概论》教学考一体化网考形考作业试题及答案
Unit 1 Will people have robots48226
安全生产应急预案15662
![中风病中医诊疗指南[《中医内科常见病诊疗指南&amp#183;中风病》]](https://union.152files.goldhoe.com/2023-11/8/02f30af3-5771-44f8-97da-606ffe83ad78/pic1.jpg)
中风病中医诊疗指南[《中医内科常见病诊疗指南&amp#183;中风病》]
三峡导学案2
大连理工大学21秋《电力电子技术》复习考核试题库答案参考套卷92
2022施工员-装修施工基础知识考前拔高名师测验卷13(附答案解析)
2021年共享单车调查报告10篇
学校各类安全应急预案

休闲会馆收银服务规程
高锰酸钾制氧气教学设计12

二年级数学上册第一单元测试题
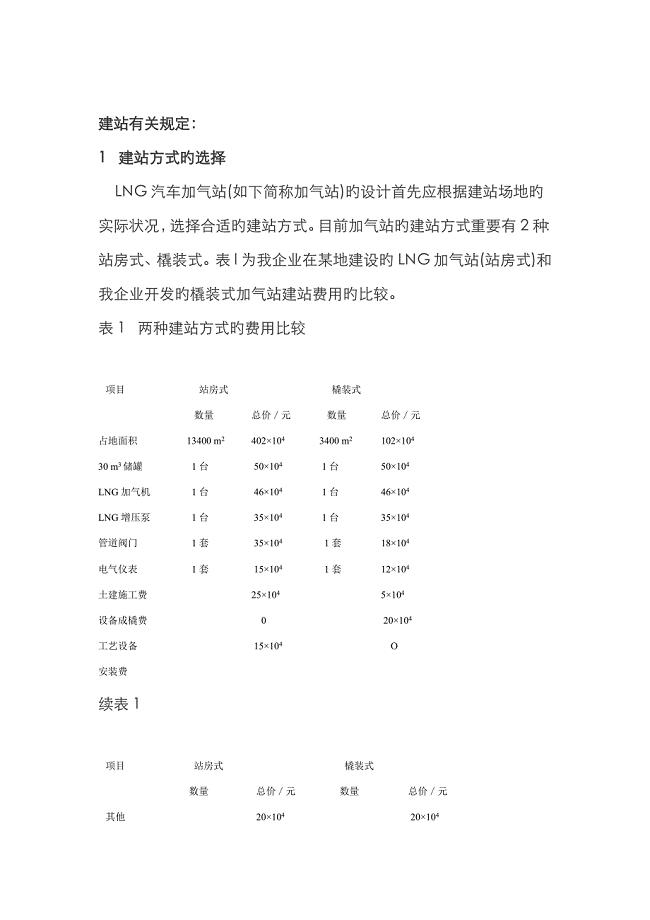
LNG加气站建设方案
 关于标准租房合同2000字.doc
关于标准租房合同2000字.doc
2023-12-21 21页
电大毕业生自我鉴定【多篇】
2023-01-30 25页
2022年做幸福教师演讲稿15篇
2022-12-22 47页
【精选汇编】千与千寻观后感0
2023-05-12 17页
2023年开学第一课观后感集锦15篇
2022-11-07 8页
教师个人进修工作总结7篇.doc
2022-11-17 22页
《爱德华的奇妙之旅》读后感【精选】
2023-05-02 16页
江西省六校高三3月联考语文试题及答案
2022-11-26 31页
入职军训心得体会集锦六篇
2023-05-08 13页
(可编辑)2023年行政文员个人年终工作总结
2023-08-03 42页