
船用高强度钢焊接工艺
5页
1、船用高强度钢焊接工艺作者基本信息: xxxxx 摘要 : 我国船舶工业正面临着新的发展机遇。而焊接技术是船舶建造工程的关键工艺技术, 是建立现代造船模式的支撑技术。 根据现代船舶发展, 船用高强度钢也逐步用在船体结构的制造中, 文章以D36 钢为例详细介绍焊接工艺过程及焊接质量控制中应该注意的问题, 总结出实际生产中高强度钢的焊接工艺。关键词:船舶;D36钢;焊接工艺Abstract: Chinas shipbuilding industry is facing a new opportunity for development. Welding technology is the key technology of ship construction, and technologies that support the establishment of a modern shipbuilding mode. According to the development of modern ships, ships have gradually used in high strength
2、steel used in the manufacture of the hull structure, article to the D36: a case study in detail the process of welding technology and welding quality control should pay attention to the problem, summarized in the actual production of high strength steel welding process.Key words: Ship; D36 type steels ; Welding technique船舶制造业自 2 0 世纪初开始研究应用焊接技术, 并于 1 9 2 0 年以英国船厂首次采用焊接技术建造远洋船为标志, 使焊接技术逐渐在船厂得到推广应用,并迅速取代铆接技术。而随着造船技术的发展,船用高强度板也逐步在船体建造中使用, 主要用于代替部分大厚度的船用普通板,船体中的高应力部位,重要受力部分的构件。使用高强度板的优点是可以减轻船体重量, 降低
3、建造难度, 提高船体建造质量。由于高强度钢是在普通船用钢板的基础上添加了其他的合金元素, 焊接性能和普通船用钢板有所区别, 现以船用 D36 钢为例介绍高强度钢的 CO2 焊接工艺。1 焊接材料1.1 母材船用 D36 钢材料中除含有一定量的碳之外,还有Mn、 Si 、 Nb、 V 等合金元素, 使 D36 钢的机械性能得到提高, 改善了 D36 钢的强度与硬度,韧性和塑性也很好, 特别是低温下的冲击韧性很高, 这样可以用于船上低温部位的结构。由于 D36 钢中的合金含量比较高, 钢材的淬硬倾向比较大。 焊接时,熔合线附近硬度最大, 使该区域的延展性和韧性降低,由于焊接热生成淬硬组织,在淬硬组织的部位,应力或应变超过一定限度,氢超过一定的限度,容易出现焊接冷裂纹。因此,必须采用一定的焊接工艺措施才能保证焊接质量。1.2 焊丝的选择根据中国船级社CCS 的规范要求, 焊丝必须与母材相匹配。 针对 D36钢的特性,焊丝选用H10Mn向1.2实芯焊丝。2 焊接前准备现以50mm板对接焊缝为例,介绍焊接工艺2.1 母材坡口加工坡口加工一般采用数控切割机自动加工, 为减少焊接变形, 提高焊接质量
《船用高强度钢焊接工艺》由会员博****1分享,可在线阅读,更多相关《船用高强度钢焊接工艺》请在金锄头文库上搜索。

2023初三英语的教学计划标准范本(四篇).doc
2023年新农村新家庭幸福家庭事迹
促销活动总结15篇

集体宿舍楼的建筑设计设计
班主任月工作总结4月.doc
2022-2023学年高一地理10月阶段性检测试题
2022年关于主题教育活动总结模板锦集9篇
住房买卖合同(共4页)
太阳能庭院灯项目资金申请报告模板定制
分离膜的改性方法汇总
头皮发质检测表
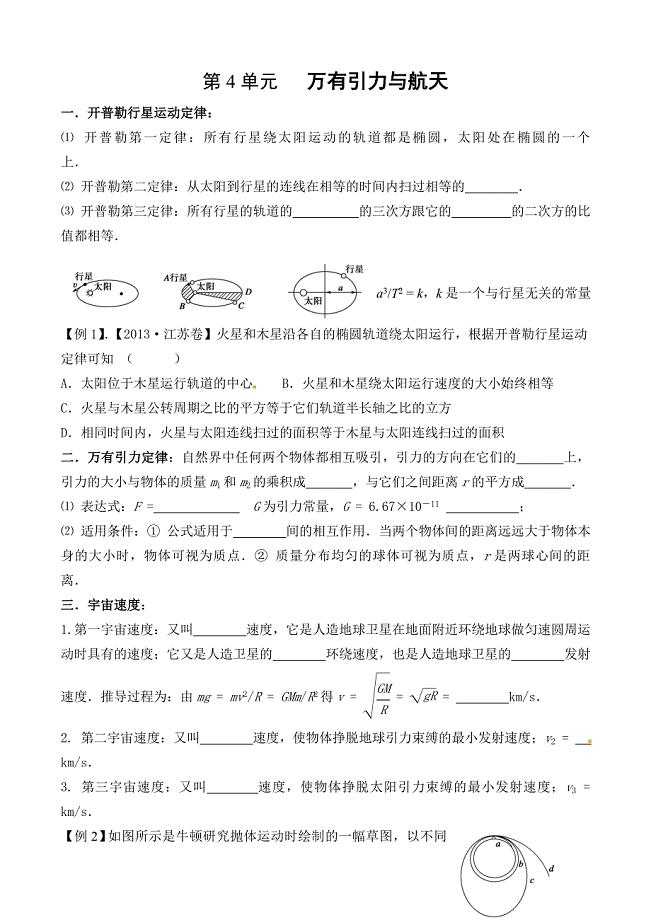
高三物理天体
定制家居产品项目可行性研究报告备案用申请报告
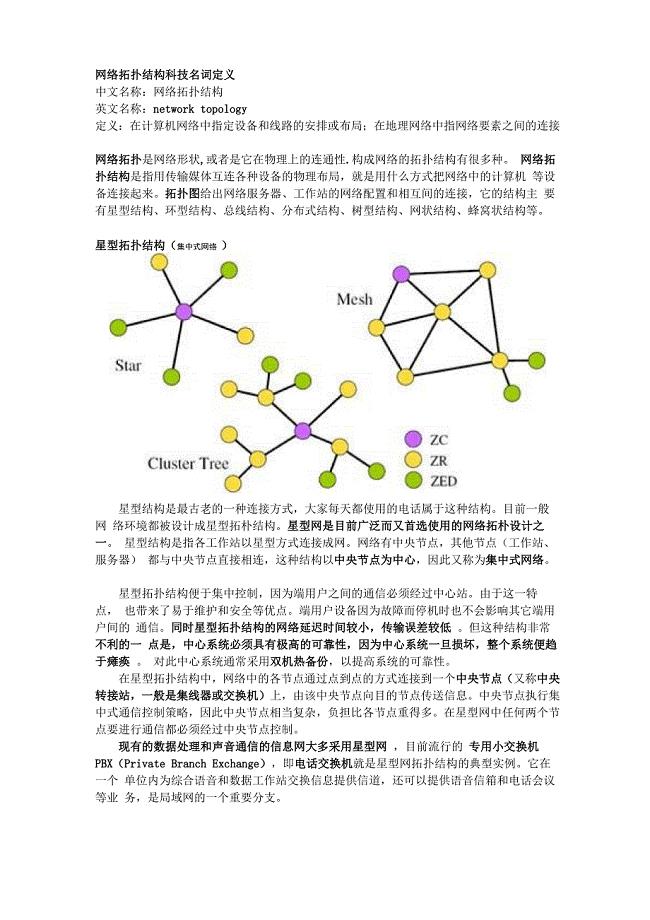
网络拓扑结构

中央广播电视大学学生省内转学审批表
学生会生活部个人月总结范文(4篇).doc
小学二年级上册数学期中考试完美版北师大
二元一次方程教学设计
志愿者协会2023年工作计划标准范本(2篇).doc
挖机三级安全生产技术教育试卷
 国际体力活动量表IPAQ中文版短卷和长卷及评分标准
国际体力活动量表IPAQ中文版短卷和长卷及评分标准
2023-05-29 6页
Excel表格公式大全(苦心整理)
2023-01-25 4页
使用天河二号超级计算机资源申请表
2023-11-27 5页
HTML-表单例子实例
2022-11-24 7页
算法伽利略与自由落体运动
2022-09-05 3页
设备技术参数与配置要求
2022-11-13 11页
安全管理组织架构图
2023-02-02 6页
Oracle数据库同步技术
2023-11-11 11页
ABAQUS-材料本构模型及编程
2023-12-20 10页
单端反激变换器的建模及应用仿真
2022-12-20 9页