
车工中级理论复习题目连答案
11页
1、-车工中级理论复习题一、填空题1常用的车刀材料有硬质合金和高速钢两大类。2基准不重合误差是由于定位基准和设计基淮不重合。3磨粒磨损实际上是工件或切屑上的硬质点将刀具外表上刻划出深浅不一的沟痕而造成的磨损。4刀具的磨损形式有前刀面的磨损、后刀面的磨损、前后刀面同时磨损。5磨削时,因砂轮转速快,温度高,必须使用冷却液。6锥角大,长度短的圆锥面通常采用转动小滑板法进展加工。7选择刃倾角时,应考虑工件材料、刀具材料、加工性质因素的影响。8造成刀具磨损的主要原因是机械磨损和切削热。9影响位置精度的因素中,主要是工件在机床上的安装位置。10刀具的寿命与切削用量有密切关系。取切削力增大,切削温度上升,造成刀具寿命短。11螺纹的主要测量参数有中径,顶径和中径尺寸。12高速车削梯形螺纹是为了防止切屑向两侧排出而拉毛螺纹外表,所以不宜采用左右切削法,只采用直进车削。13低速切削梯形螺纹时,进刀方法可分直进法、车直槽法和左右切削法三种。14磨软材料时采用粗粒度的硬砂轮,是为了防止磨屑堵塞砂轮。15左右切削法和直进法不易产生扎刀现象。16刀具正常磨损的形式可分为后刀面磨损、前、后刀面同时磨损和前刀面磨损 。1
2、7从切削用量方面考虑,对刀具寿命影响最大的是切削速度。18刃倾角为正值时,切削流向工件待加工外表方向。19砂轮的硬度是指砂轮外表上的磨料在外力作用脱落的难易程度。20测量蜗杆分度圆直径的方法有单针和三针测量。21车刀的前角是前刀面和基面这之间的角。22车刀副切削刃是前刀面与副后刀面相交部位。23切削用量中对断屑影响最大的是进给量。 24用硬质合金车刀车削外表粗糙度较小的工件,应选用高的切削速度。25为了防止切断时产生振动,应适当地增大切断刀的前角。26常用的标准圆锥有莫氏圆锥和米制圆锥两种。27切削时工件上形成已加工外表、过渡外表和待加工外表。28钻孔时,主要关键技术是冷却和排屑问题。29加工钢料用的硬质合金车刀,一般都应磨出适当的断屑槽。30粗加工时应选较小的前角。31切削层的尺寸规定在刀具基面中测量。32负前角仅用于硬质合金车刀切削硬度高的材料。33多线螺纹的分线方法有轴向分线和圆周两大类。34刀具材料的硬度越高,耐磨性越好。35针对磨花钻的缺点,可进展双重刃磨、开分屑槽、修磨横刃、前后刀面面和棱边的刃磨。36车细长轴时为了防止振动,车刀的主偏角取大较为合理。37在车削长轴是为了克
3、制工件的热伸长所造成的工件变形,故尾座采用弹性顶尖。38影响切削温度的主要因素有工件材料、切削用量、刀具几何参数和冷却条件等。39普通高速钢是加工一般金属材料用的高速钢,常用牌号有W6Mo5Cr4V2和W18Cr4V。40退火、正火一般安排在粗加工之后。41蜗杆精车刀要求刀尖角等于齿形角,刀刃平直,外表粗糙度要细。42外圆和外圆或孔和外圆的轴线平行而不重合偏一个距离的零件叫偏心工件。43. 车刀副切削刃是前刀面与副后刀面的相交部位。44CA6140主轴前轴承按要求调整后仍不能到达回转精度时,方需调整主轴后轴承。45普通螺纹的螺距常用钢尺和螺距规进展测量。46不易产生积屑瘤的切削速度是高速和低速。47CA6140车床,床身上最大工件回转直径为400毫米。48砂轮是由磨料和粘结剂粘结成的多孔物体。49.高速钢常用牌号有W18Gr4V,W9Gr4V2等。50. 工件定位基准与设计基准不重合时,将引起定位误差。51. 螺纹的主要测量参数有螺距、顶径和中径。52. 螺纹车刀的纵向前角不等于0时,两侧切削刃不通过工件轴线,车出的螺纹牙侧不是直线而是曲线。53. 一般蜗杆根据其齿形可分为法向直廓蜗杆
《车工中级理论复习题目连答案》由会员新**分享,可在线阅读,更多相关《车工中级理论复习题目连答案》请在金锄头文库上搜索。
业务转让协议模板
浙江省建筑三类人员安全员C证考前冲刺密押卷含答案23
漏电保护开关安装运行管理技术要点
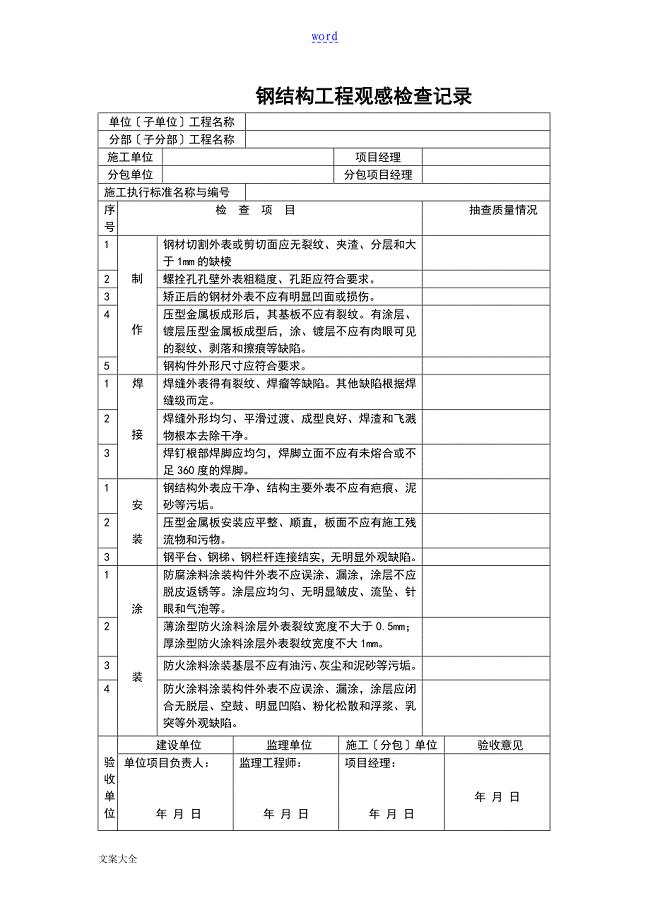
钢结构工程施工记录簿
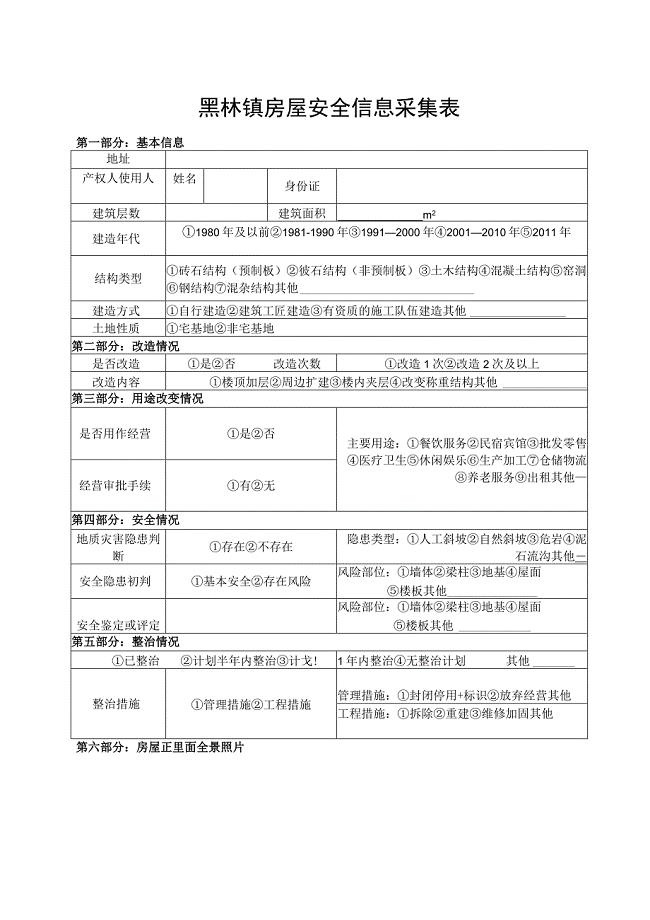
黑林镇房屋安全信息采集表
古寨保护和修复建设工程可行性研究报告书
农田水利工程运行维护管理对策加强
江苏省重点中学高二月考地理试题及答案
(完整版)海底世界教案
房地产销售礼仪
赫章县工业经济贸易和能源局
股票基金使用权协议.doc
多自由度直角坐标型码垛机器人结构毕业设计说明书
新《施工方案》红格温泉景观绿化施工组织设计方案2014-1-17 10.39.32
描写秋天的词语参考word
2019学年陕西省西安市七年级上学期期末考试数学试卷【含答案及解析】
IT服务管理体系介绍
跨坍塌事故应急预案
小学英语期末复习方法浅谈
优秀三好学生演讲稿
 科学探究:杠杆的平衡条件
科学探究:杠杆的平衡条件
2022-10-16 5页
消防部队正规化建设经验总结
2023-12-07 1页
第1课时——直线的斜率(1)——教师版
2024-01-21 3页
配电室[电力]工程监理大纲[技术标]
2023-06-04 227页
行政法与行政诉讼法练习题库及答案
2023-05-10 103页
杜瓦瓶使用说明书
2023-10-26 31页
施工临时用水及方案
2023-08-04 17页
苏宁易购分析
2022-08-30 8页
图像处理6单元
2022-12-03 54页
小班美工区游戏粉笔画
2022-11-23 2页