
毕业设计(论文)X6132立式升降台铣床拨叉壳体的加工工艺路线
23页
1、摘 要 本毕业设计抛开以往的设计思路,浓缩了一个新方案。通过对X6132立式升降台铣床拨叉壳体的加工工艺路线的比较分析,确定最合理的加工方案,该方案以三个面作为基准,实现基准统一,简化了随行夹具的设计,从而在保证所要求的质量和劳动生产率指标的前提下,降低了生产成本。而且专用的夹具设计严格按照收集的有关资料,经过认真研究,确定夹具的结构方案,然后绘制夹具总图,最后确定并标注有关尺寸及技术条件的步骤,充分体现了提高劳动生产率、保证加工质量、降低劳动强度的原则,论文中将以详细的计算和说明来证明。 关健词:拔叉 工艺 铣削 钻削前 言毕业设计是在学校完成了大专的全部课程,并进行了生产实习的基础上进行的,也是在校学习阶段最后一个重要的环节。通过毕业设计培养综合运用所学知识,独立解决本专业一般工程技术问题的能力,树立正确的设计思想和工作作风。 本次设计涉及机床、工艺、工装、夹具等机制专业的大部分专业知识,是一次全面、系统地检验自己在校期间对专业知识的掌握情况。在整个设计过程中,认真调查研究、搜索资料,尽量使自己的设计达到要求的较高水平。通过独立查找资料、分析计算完成方案设计,绘制图纸和编写技术文件
2、等,使自己对机制专业有了更深刻的认识。 本论文是设计X5020B立式升降台铣床拨叉壳体加工工艺规程及装备,是在进行生产实习的基础上,再和现场了解相结合,选用“机械制造工艺学”和“机床夹具设计”编写而成。系统地介绍了X5020B立式升降台铣床拨叉壳体加工工艺过程以及其工艺装备的选用、零件的功用及结构分析、加工余量、工序尺寸、公差、确定工时、切削余量、速度的计算选用、工件加工夹具的设计等,是一份较为全面的工艺设计说明。 目 录1 分析零件图.11.1 零件结构分析.11.2 加工精度分析.52 选择加工设备.62.1 选择机床.62.2 选择夹具.73 定位基准的选择.83.1 粗基准的选择.83.2 精基准的选择.84 加工工艺方案的制定.94.1 加工工序顺序安排.94.2 走刀方式的选择.94.3 走刀路线的选择.104.4 方案对比.105 刀具与冷却液的选择.115.1刀具的选择.115.2 冷却液的选择.126 切削用量选择.136.1 确定主轴转速.136.2 切削进给速度.146.3 背吃刀量. 157 编写工艺文件.157.1 零件加工工艺过程卡 .15 7.2 数控加工
3、工序卡. .17 7.3 数控加工刀具卡188 零件精度.21 8.1保证精度的措施.21 8.2表面质量.21参考文献.22结论.23题目:拨叉的加工1分析零件图1.1零件结构分析该拨叉壳体是X6132立式升降台铣床的一个重要的基础零件,它位于传动轴的端部,主要作用是: 一是传递扭矩,使机床获得动力;二是此零件可以调整传动轴的长短及位置。 上图为铸造成型的零件拨叉,毛坯材料为HT200。该零件的毛坯尺寸为74X66X160,.主要结构有一叉体、一通孔、一螺纹孔。所有的端面都需铣床的加工。上部是垂直的叉体,加工难度比较大,需选择合适的球头铣刀进行加工。1.2加工精度分析该零件的加工精度为IT(8-9),表面粗糙度除垂直槽Ra1.6um,其余Ra3.2um。 零件的形状和结构比较复杂,需保证以下几个精度:零件的总长度为640.5、560.5、1500.5;垂直槽的高度、螺纹孔的深度、通孔突出的部分的厚度。由零件图可知,该材料具有较高的强度、耐磨性、耐热性及减振性,还用于承受较大应力,要求耐磨的零件,铸造性能也较好,该零件上的主要加工面为、面,其中为了定位夹紧需加工的平面是、面,面的表面粗
《毕业设计(论文)X6132立式升降台铣床拨叉壳体的加工工艺路线》由会员cl****1分享,可在线阅读,更多相关《毕业设计(论文)X6132立式升降台铣床拨叉壳体的加工工艺路线》请在金锄头文库上搜索。
优秀团队工作者、优秀德育工作者、优秀教辅人员颁奖词
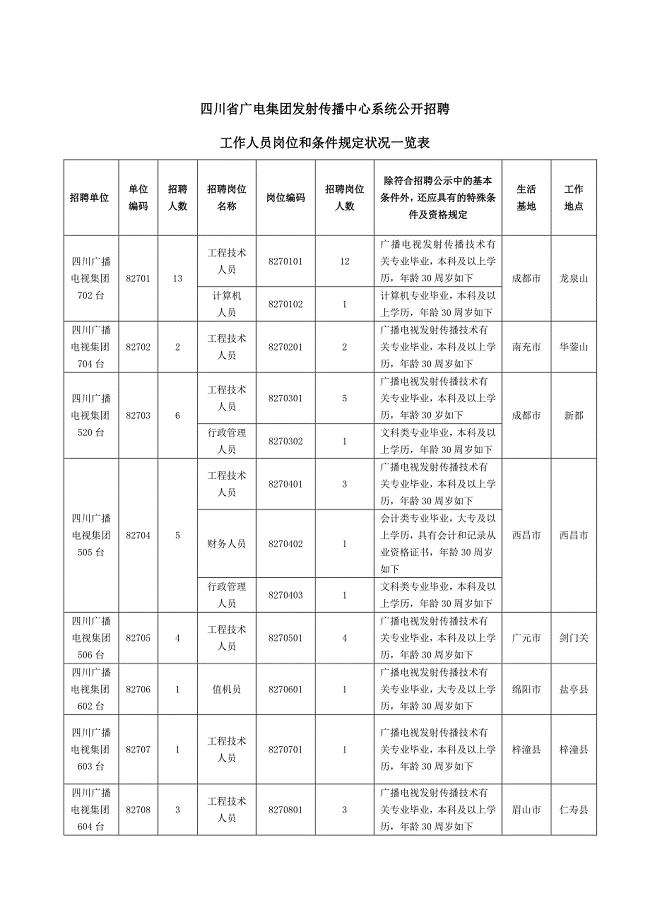
四川省广电集团发射传输中心系统公开招聘

外墙及屋面保温施工方案挤塑式聚苯乙烯隔热保温板xps
(最新)现阶段国有商业银行金某地产新的思路探讨
制度汇编-平宝煤矿防突队管理制度汇编
运输船舶委托经营管理合同通用版
衡水中学高三期末英语作文
全自动洗衣机模糊控制器设计Word版
实用代理记账服务合同范本文档
如何维护身体-心理健康
文明礼仪伴我行演讲稿范文篇
2023企业年终工作总结范本(2篇).doc
以种植业为主的农业地域类型教案
肠内营养护理惯例
在职员工个人总结简易(四篇).doc

内江沱江流域综合环境治理PPP实施方案简化版
信息披露质量与债务资本成本
广西石化高级技工学校-职业
福建省厦门市思明区初中毕业班质量检查语文试题
某某县区小区疫情防控封闭管控应急处置预案(DOC 15页)
 童年名著阅读心得作文
童年名著阅读心得作文
2022-07-08 8页
护士节诗歌朗诵集锦
2024-01-18 10页
(模板)婚礼策划方案范文锦集九篇
2022-12-22 43页
车队事故应急方案
2023-10-13 3页
7天连锁酒店组织结构及职责[1]
2023-11-17 11页
幼儿园园长年终工作总结模板汇总四篇
2023-12-25 16页
小学语文应掌握的知识点归纳
2022-12-25 10页
土木工程毕业论文;北京通州佳和风景区旅馆工程建筑结构设计
2023-08-23 103页
xx集团成都分公司流程手册
2022-07-21 51页
钢铁是怎样炼成的个人最新读后感700字
2023-01-25 9页